
Поршневі пальці (6), встановлені на місце фіксуються пружинними стопорними кільцями розміром 30х2 мм. При цьому роз'єм стопорного кільця має бути спрямований нагору.
При складанні стрілка нанесена на поршні (4) зверху, має бути спрямована у бік ГРМ.
Також слід звернути увагу на взаємну орієнтацію поршня та шатуна (для цього при розбиранні повинні бути нанесені мітки).
Установка вкладишів шатунних підшипників
Перед встановленням вкладишів слід очистити посадкові місця, продути канали мастила стисненим повітрям.
При встановленні слід звертати увагу на суміщення мастильних отворів вкладишів та отворів масляних каналів (показано на рис. VN стрілками).
Вкладиші шатунних підшипників колінчастого валу. Зіставлення з розмірами шийок шатунних підшипників колінчастого валу
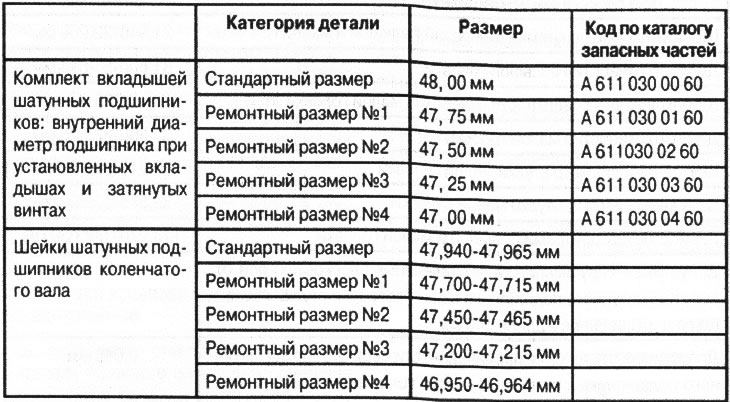
Примітка: цифра 611 у номері деталі означає, що у двигуні застосовано деталь, розроблену для двигуна QM611.
Перевірка гвинтів кріплення кришок шатунних підшипників
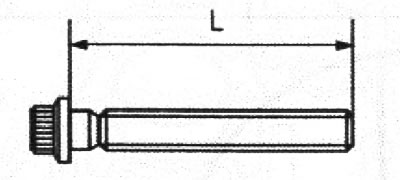
Перед встановленням гвинти кріплення кришок шатунних підшипників (різьблення М8 х 1) слід перевірити відсутність надмірного подовження. Гвинти, що виявилися довшими за максимально допустиму величину, підлягатимуть заміні новими.
Довжина нового гвинта: 47±0,3 мм.
Максимально припустима довжина: 48 мм.
VN 2.088
Довжина (L) нового 47±0,3 мм
Максимально допустима довжина: 48 мм
Різьблення М8х1
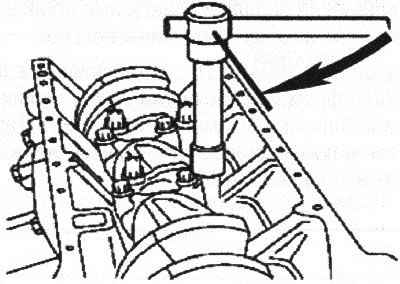
Затягування гвинтів кріплення кришок шатунних підшипників
Перед встановленням на різьблення та контактні поверхні головок гвинтів слід нанести тонкий шар моторного масла.
Початкова затяжка після відламування (в оригіналі; На початковому tightening torque after cracking): 5 Нм + 25 Нм + 180°.
Наступні випадки затягування (в оригіналі: For subsequent tightening): 5 Нм + 25 Нм + 90°.
Примітка: інформація про початковий момент затягування наведена у матеріалах виробника, що може означати можливість застосування шатунів, виготовлених за технологією, описаною нижче.
Первинна затяжка гвинтів після відламування кришки від заготовки шатуна робиться збільшеним моментом затягування. Швидше за все, йдеться про сучасний спосіб виготовлення шатунів, при якому шатун та кришка виготовляються та обробляються як одна деталь. Потім за спеціальною технологією кришка відламується від шатуна. При цьому з'являється унікальна поверхня зламу, характерна лише для цієї пари деталей (прим, ред.).
VN 2.089