
Обробка виконується спеціальним інструментом.
Увага: нагрівання ГБЦ або охолодження напрямних втулок клапанів для їх встановлення не є необхідним. Використання напрямних втулок клапанів зі стопорним кільцем припинено з листопада 1994 року.
Після встановлення втулок у ГБЦ зробіть фінішну обробку отворів у втулках.
VN 2. 064
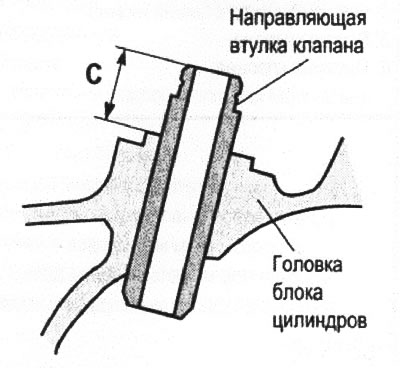
Стандартне значення виступу: 102-104 мм
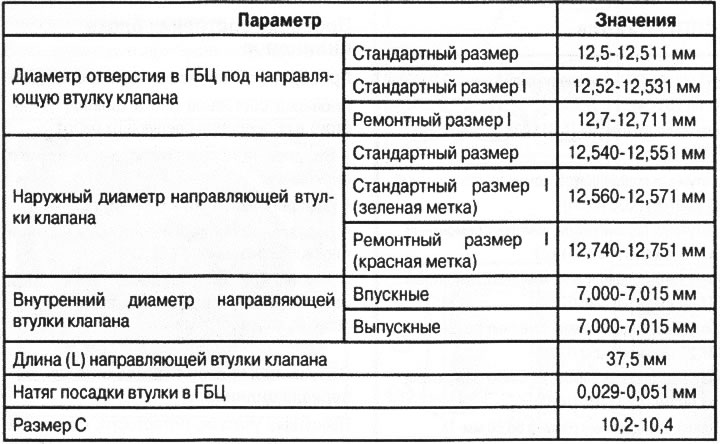
Контрольні розміри напрямних втулок клапанів
Моменти затягування різьбових з'єднань
| Гвинт кріплення кришки приводу розподільчого механізму до головки блоку циліндрів М8 | 20 Нм |
| Гвинт кріплення передньої кришки до головки блоку циліндрів | 14 Нм |
| Гвинт кріплення головки блоку циліндрів до блоку, 1 етап | 60 Нм |
| Гвинт кріплення головки блоку циліндрів до блоку, 2 етап | 90 |
| Гвинт кріплення головки блоку циліндрів до блоку, 3 етап | 90 |
| Фланцеве з'єднання випускного колектора з турбонагнітачем | 30 Нм |
| Болт кріплення масляного трубопроводу до турбонагнітача | 18 Нм |
| Болт кріплення масляного трубопроводу до головки блоку циліндрів | 9 Нм |