
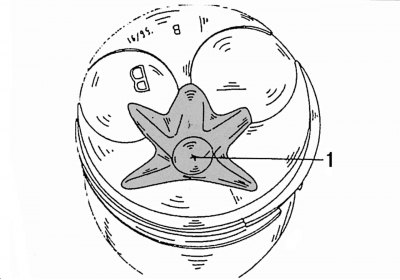
Мал. 47. Поршень із виконаною на ньому камерою (1) згоряння
Поршні виготовлені із спеціального алюмінієвого сплаву. На кожному поршні виконані зіркоподібна камера згоряння (Мал. 47) і два круглі заглиблення для головок клапанів. Горловина форкамери виступає у камеру згоряння поршня. Дві круглі виїмки (див. рис. 47) призначені для тарілок клапанів. З їхньою допомогою виключаються удари поршня об клапани.
На кожному поршні встановлюються три кільця. Верхні два кільця — компресійні, вони перешкоджають прориву газів від палива, що згоряється, в картер двигуна. Нижнє кільце - маслознімне і призначене для зняття олії зі стінок циліндрів, щоб унеможливити його потрапляння в зону горіння палива. Верхнє кільце має прямокутний переріз, середнє кільце забезпечене внутрішньою фаскою, а маслознімне кільце має хромовану зовнішню поверхню. Тільки в такій послідовності установки поршневі кільця здатні виконувати свої функції. Шатуни з'єднують поршні з колінчастим валом. Поршневий палець з'єднує поршень із шатуном.
Після зняття кришок шатунних підшипників і вкладишів поршні з шатуна можна виштовхувати з блоку циліндрів вгору за допомогою рукоятки молотка. Перед виконанням цих робіт необхідно дотримуватися наступних інструкцій, що стосуються маркування та монтажного положення деталей.
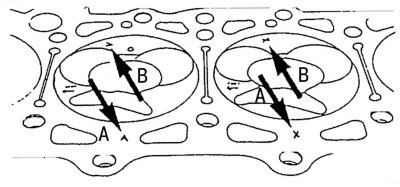
Мал. 48. Позначення на днищах поршнів (стрілки В) та блоці циліндрів (стрілки А), що вказують на розмірні групи діаметрів поршнів
Поршні та циліндри поділяються на три розмірні групи в межах певних допусків і мають буквені позначення А, Х та В. Ці позначення вибиті на блоці циліндрів, поряд із гільзою циліндра, як показано стрілками А на рис. 48. Розмірна група поршнів повинна відповідати маркуванню, нанесеному поруч із циліндрами.
Крім літерних позначень на днищах поршнів вибиті також 7-а та 8-а цифри номера запасної частини. Крім цього на кожен поршень нанесено стрілку з написом «Vorn» («Перед») для вказівки монтажного положення поршнів.
Для ремонту поставляються поршні виключно з позначенням Х. Ці поршні можуть використовуватися на двигунах з позначеннями циліндрів А або Ст.
Якщо виникає необхідність у проведенні хонінгування циліндрів, вони повинні бути відшліфовані до розмірної групи поршнів Х з урахуванням запропонованого робочого зазору.
Кожен поршень і його шатун необхідно забезпечити міткою номера циліндра, з якого вони були демонтовані. Це найкраще зробити фарбою на днищах поршнів, одночасно можна нанести і стрілки для вказівки монтажного положення поршнів, так як заводські стрілки можуть бути не видно під шаром нагару.
Мал. 49. Маркування кришки шатунного підшипника та шатуна
При демонтажі поршня з шатуном необхідно обов'язково помітити монтажне положення кришки шатунного підшипника, а після зняття поршня з шатуном відразу ж нанести маркування з позначенням номера циліндра. Це можна виконати кернером (одна мітка кернера – перший циліндр, дві мітки – другий циліндр і т.д.), Як показано на рис. 49.
Вкладиші підшипників слід маркувати із зазначенням шатуна та кришки шатунного підшипника. Верхні вкладиші мають отвори для змащення поршневого пальця.
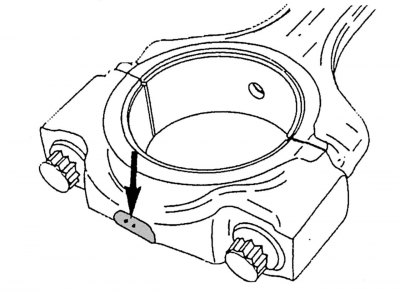
Мал. 50. Маркування в нижній частині шатунів
Шатунні вкладки можуть мати різні діаметри. З нижньої сторони кришок шатунних підшипників кернером нанесено маркування - одна або дві мітки (Мал. 50). За наявності однієї мітки слід встановлювати вкладки з блакитним маркуванням, нанесеним збоку вкладки. За наявності двох позначок, як показано на малюнку, слід встановлювати вкладки без кольорового маркування.
Шийки колінчастого валу можуть піддаватися чотириразовому шліфуванню. Відповідно, повинні встановлюватися належні вкладиші підшипників, які випускають ремонтних розмірів, що відрізняються на 0,25 мм.
Зняти кришки підшипників та вкладиші, виштовхнути з циліндрів поршні з шатунами. При необхідності видаліть за допомогою шабера поясок нагару, що утворився у верхній частині циліндрів.
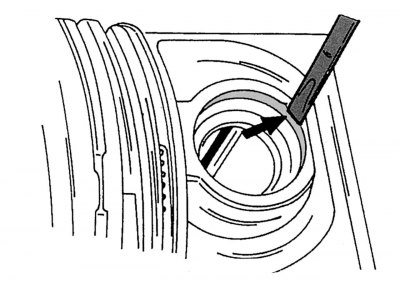
Мал. 51. Зняття стопорного кільця поршневого пальця
Після зняття стопорних кілець виштовхнути поршневий палець. Надрізи в бобишках поршня дозволяють скористатися викруткою (жало викрутки необхідно вставляти поруч із стиком стопорного кільця) або тонким борідком для зняття стопорних кілець поршневого пальця (Мал. 51). Випресовування поршневого пальця проводити відповідною оправкою.
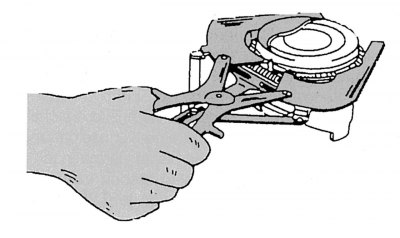
Мал. 52. Зняття-установка поршневих кілець
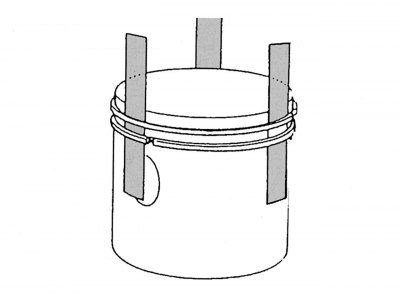
Мал. 53. Використання металевих пластин для зняття-установки поршневих кілець
Почергово зняти поршневі кільця з використанням спеціальних щипців, як показано на рис. 52. Якщо поршневі кільця підлягають повторному використанню, їх слід відповідним чином промаркувати. Якщо у вас немає щипців для зняття поршневих кілець, можна скористатися металевими пластинами, вставленими під поршневі кільця з протилежних сторін, як показано на рис. 53. Одна із пластин обов'язково повинна бути вставлена під поршневе кільце в зоні замка, щоб не подряпати поршень. На рис. 54 показані деталі після розбирання поршня з шатуном.
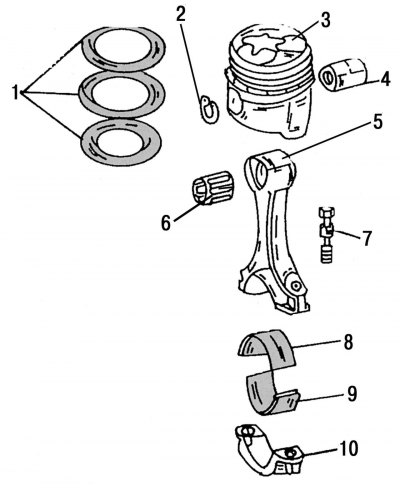
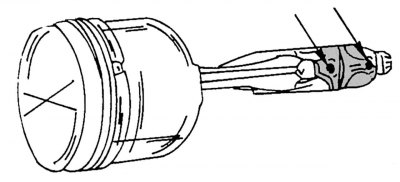
Мал. 54. Поршень і шатун після розбирання: 1 - поршневі кільця; 2 - стопорні кільця поршневого пальця; 3 - поршень; 4 - поршневий палець; 5 - шатун; 6 - підшипникова втулка у верхній головці шатуна; 7 - болти кріплення кришки шатунного підшипника; 8 - верхня вкладка шатунного підшипника; 9 - нижня вкладка шатунного підшипника; 10 - кришка шатунного підшипника