
Нагріти головку циліндрів до температури близько 90°С у водяній бані.
Охолодити кільце сідла клапана і вбити за допомогою відповідного стрижня. Обробку сідла клапана проводити за допомогою інструменту для обробки сідел клапанів або за допомогою шліфувальної машини для сідел клапанів. Обробку сідел проводити до необхідного розміру.
Потім виміряти биття сідла клапана.
При цьому не допускається биття більш ніж 0,05 мм.
Виміряти ширину сідла клапана і, якщо потрібно, скоригувати вгорі до 15 'і внизу до 60'.
Вставити клапан, виміряти найбільшу відстань (А).
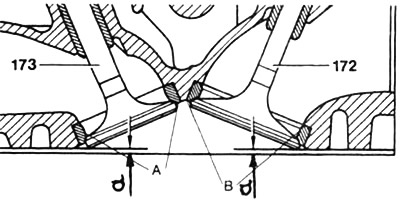
A. Кільце сідла випускного клапана 173.
B. Кільце сідла впускного клапана 172.
Якщо потрібно, замінити кільце сідла клапана, як описано вище. Цей вимір на двигунах V8 можна проводити.
Перед обробкою необхідно очистити клапани. а Виміряти висоту тарілки клапана та перевірити биття клапана. При досягненні граничної величини замінити клапани.
Випускні клапани заповнені натрієм. При розбиранні зверніть увагу на заходи безпеки. Заповнені натрієм клапани не повинні розплавлятися через небезпеку вибуху або перероблятися, доки не видалено натрій. Будьте обережні при видаленні натрію з клапанів, так як натрій при контакті з водою і водяними розчинами реагує дуже бурхливо і вибухонебезпечно, і через водень, що виділяється, може виникнути пожежа. Натрій можна нейтралізувати в розчині з 2 частин спирту та 1 частини води.
Замінити сальники-ущільнювачі клапанів.
Очистити паз на стрижні клапана.
Замінити сухарі клапана та тарілку клапанної пружини.