
Для цього очищені отвори циліндрів вимірюються приладом для внутрішніх вимірів у трьох місцях – а саме у напрямку осі поршневого пальця (напрямок а), а потім перпендикулярно йому (напрямок у). При незнятих поршнях третє місце вимірювання знаходиться трохи вище за нижню мертву точку поршня. Якщо отвори циліндрів розточуються, то граничний припуск для хонінгування не повинен перевищувати 0,05 мм.
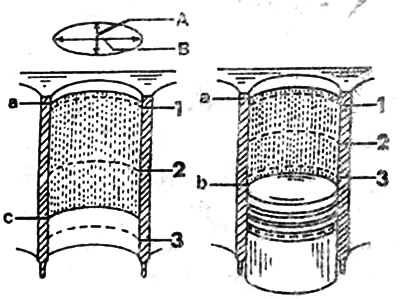
1, 2, 3. Пояси обмірювання. a. ВМТ поршня. b. НМТ поршня. c. Нижнє становище спідниці поршня.
У двигунів V8 для вимірів отворів циліндрів повинен використовуватися прилад з фіксацією дома вимірювання, т.к. інакше можуть бути пошкоджені поверхні циліндрів. Поверхні циліндрів 8-циліндрових двигунів електролітично обробляються після розточування та хонінгування. За допомогою цього алюміній так далеко "відводиться", що поршневі кільця та хромовані або покриті залізом поршні з легкого металу контактують виключно з кристалами силіциду, розмірами від 0,02 до 0,05 мм, які забезпечують стійку поверхню циліндра до зносу. Ці кристали силіциду утворюються після процесу електролізу. Якщо ця операція не проведена, то результатом буде велике зношування поршнів. Так як ця операція може проводитися тільки в спеціалізованих майстернях, то тут не описуватимемо її деталі.