
Пружини клапанів повинні перевірятись на спеціальному стенді. За відсутності стенду можна перевірити пружину порівняння з новою пружиною. Для цього пружини потрібно розташувати поруч і між ними поставити стяжну шпильку з двома опорними поверхнями, якщо при стисненні пружини деформуватимуться однаково, стара пружина придатна до подальшої експлуатації. Якщо стара пружина коротша за нову, то це ознака її втоми, і вона повинна бути замінена.
Розташувати пружини в ряд на рівній поверхні, зверху покласти металевий косинець, максимальний проміжок між верхніми торцями пружин і поверхнею косинця не повинен перевищувати 2 мм.
Як згадувалося, на ці двигуни встановлені різні пружини. Внутрішні та зовнішні пружини клапанів відрізняються розмірами та характеристиками. Розміри пружин наведено у відповідних таблицях. Не допустиме встановлення пружин інших розмірів.
При зміні робочої довжини пружини (наприклад при обробці сідла клапана) можливе її відновлення шляхом встановлення нових тарілок пружин.
Напрямні втулки клапанів
- Очистити напрямні втулки бензином. Виступаючі частини напрямних втулок очистити за допомогою дротяної щітки, затиснутої в патрон електродриля.
- Перевірити знос напрямних втулок клапанів за допомогою калібру, як показано на рис. 24. Якщо непрохідна сторона калібру входить в отвір напрямної втулки, направляючу втулки клапана слід замінити.

Мал. 24. Перевірка напрямної втулки клапана за допомогою контрольного калібру.
Втулка клапана, що направляє, випресовується за допомогою оправки, встановленої з боку камери згоряння. Можлива установка напрямної втулки клапана номінального розміру 1, яка за допомогою оправки запресовується в головку циліндрів до упору кільця настановки в торцеву поверхню головки. Можливе встановлення напрямної втулки клапана ремонтного розміру (позначена червоним кольором), отвір потім обробляється ручною розгорткою. Перед встановленням нову напрямну втулку рекомендується охолодити в сухому льоду, а якщо його немає. то нагріти головку циліндрів у гарячій воді до 80°С і вставити напрямну втулку клапана. Перш ніж замінювати напрямну втулку клапана, перевірте загальний стан головки циліндрів. Після запресування напрямної втулки клапана отвір повинен бути розгорнутий до розміру 9.000...9.015 мм.
При заміні напрямної втулки клапана необхідно встановити новий клапан.
Увага: Після заміни напрямної втулки клапана необхідно зенкування сідла клапана. Якщо обробка сідла клапана більше неможлива, направляючу втулку клапана не міняти (див. нижче).
Сідла клапанів
Перевірити знос чи пошкодження робочих поверхонь сідел клапанів. Незначне зношування усувається зенкуванням під кутом 45°. Якщо такий ремонт не можливий, сідло клапана потрібно замінити.
Сідла клапанів запресовані в головку циліндрів та їх розміри різні для різних типів двигунів. Для зняття старих кілець їх висвердлюють і після руйнування виймають із гнізда в голівці циліндрів. Потім перевіряють розмір отвору "Д 1" (Мал. 25) та, при необхідності, обробляють до наступного ремонтного розміру. Сідло клапана ремонтного розміру має забезпечувати натяг 0.074...0.1 мм. Посадочні діаметри сідел клапанів різні типи двигунів різні.
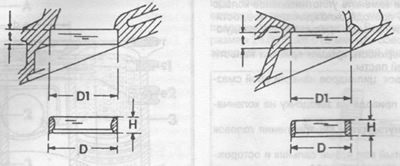
Мал. 25. Розміри впускного та випускного сідел клапанів.
Головку циліндрів нагріти у водяній ванні до 90°С, а сідло клапана охолодити сухим льодом, потім за допомогою оправки запресувати сідло клапана головку циліндрів. За відсутності необхідних умов слід звернутися до ремонтної майстерні.
Після обробки виміряти ширину робочої фаски сідла клапана. Вона повинна становити 1.3...2.0 мм для впускного клапана та 1.5...2.0 мм для випускного. При необхідності ширина робочої фаски доводиться до вищевказаних розмірів зенкуванням зверху зенковкой під кутом 15°і знизу зенковкой під кутом 60°. Потім необхідно притерти робочі фаски сідла клапана та клапана з використанням пасти для притирання. Пасту нанести на робочу фаску сідла клапана та встановити клапан, за допомогою присоски обертати клапан у двох напрямках, притискаючи до поверхні сідла. Після притирання очистити деталі від бруду та залишків притиральної пасти та перевірити робочі фаски сідла клапана та клапана. На обох деталях має добре проглядатися безперервне матове кільце, що відповідає ширині робочої фаски сідла клапана.
Свинцевим стрижнем нанести на робочу фаску клапана смугу, потім обережно вставити клапан в спрямовуючу втулку і, притиснувши до сідла клапана, повернути клапан на 90°.
Вийняти клапан з напрямної втулки і перевірити робочу фаску сідла клапана, якщо сліди від свинцевого стрижня рівномірно розташовуються по всій поверхні робочої фаски, це означає, що притирання виконано правильно і головка циліндрів придатна до подальшої експлуатації. За наявності розривів притирання повторити або використовувати підмінну головку циліндрів.
Клапана
Дрібні пошкодження робочої фаски клапана усуваються притиранням з сідлом клапана, як описано вище.
Провести обмір клапанів на відповідність розмірам, наведеним у таблицях. При невідповідності розмірів клапана необхідно замінити, звернувши увагу на таке:
Стрижень випускного клапана заповнений натрієм. Тому при утилізації необхідно дотримуватись певних правил безпеки. Через небезпеку вибуху не можна відправляти заповнені натрієм клапани в переплавлення або обробляти інструментом (наприклад, пробійником) до видалення натрію. При видаленні натрію з клапана потрібно враховувати, що натрій дуже активно реагує з водою і розчинами, що містять водойми, з виділенням водню, що може призвести до виникнення пожежі. Нейтралізувати натрій можна в розчині з 2 л спирту та 1 л води в ємності, що знаходиться на відкритому майданчику.
При замовленні потрібно вказувати, що клапани потрібні для автомобілів серії 116. Номер серії нанесений на кінці стрижня клапана.
Головка циліндрів
Привалочні площини головки циліндрів та блоку циліндрів ретельно очистити та перевірити відсутність жолоблення роз'ємної поверхні головки циліндрів. Для цього на площину поставити вимірювальну паралель і виміряти щупом висоту щілини між паралеллю і площиною головки, вимірювання провести в поздовжньому, поперечному напрямках і по діагоналі. Якщо площинність не перевищує 0.08 мм, то головку можна притерти на розмічальній плиті. Якщо щілина в кількох місцях більша, то головку циліндрів потрібно замінити.
Рознімна поверхня головки циліндрів може бути прошліфована, однак, повинен бути витриманий певний розмір між роз'ємною поверхнею та верхньою поверхнею головки, тому цю роботу бажано виконати на сервісній станції Мерседес. Після шліфування роз'ємної поверхні потрібно глибше посадити сідла клапанів. Для перевірки клапана вставляють у сідла та вимірюють відстань між кінцями стрижнів клапанів та роз'ємною поверхнею головки циліндрів. Необхідний розмір досягається зенкуванням робочої фаски сідла клапана.
Розподільний вал
Розподільний вал крайніми опорами розташовують на вимірювальній призмі або закріплюють у вимірювальних центрах і за допомогою індикатора годинного типу перевіряють биття середніх опорних шийок, повільно обертаючи розподільний вал. Якщо биття перевищує 0,03 мм, то вал бракується і його потрібно замінити. Опорні шийки можна двічі шліфувати. Інформацію про роботу можна отримати на сервісній станції.