
Вимірювання проводиться в поздовжньому і поперечному напрямках по трьох поясах, розташованим на 10 мм нижче за верхню поверхню циліндра, на 10 мм вище за нижню поверхню циліндра і в середині циліндра. Таким чином, на кожному циліндрі проводиться 6 вимірювань, які позначені цифрами 1...3 і літерами А і В і показані на рис. 28. Результати вимірювань необхідно записати та порівняти з даними у таблицях. Якщо відхилення від табличних даних відзначені хоча б одному циліндрі, проводять розточування всіх циліндрів блоку. Допустиме відхилення від номінального значення не більше 0.05 мм. Поршні збільшених розмірів (0.5 мм та 1 мм), Як згадувалося, розбиті на розмірні групи. Остаточний розмір циліндра визначається після вимірювання діаметра поршня, який вимірюється по поясу, розташованому на 10 мм вище за нижню кромку спідниці поршня, до цього розміру необхідно додати величину 0.02...0.03 мм зазору між циліндром і поршнем. Крім того, треба врахувати припуск 0,05 мм на нерівномірність обробки по висоті циліндра. В результаті відхилення діаметра циліндра від номінального значення не повинно перевищувати 0,08 мм. Для перевірки зазору між поршнем і циліндром необхідно провести вимірювання, як описано вище та обчислити різницю розмірів поршня та циліндра. Якщо результат перевищує 0.08 мм, циліндр необхідно розточувати, т.к. його розміри знаходяться на межі допустимого зношування.
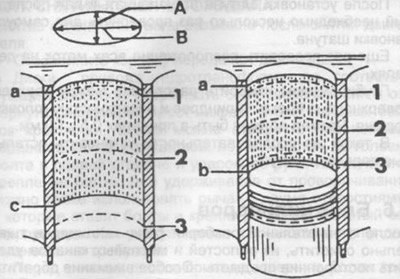
Мал. 28. Обміри циліндра. Пояси вимірювань позначені 1, 2 та 3.
Напрями вимірювань: поздовжній "А", поперечне "У",
а - ВМТ поршня,
b - НМТ,
с – нижнє положення спідниці поршня.