
Якщо відхилення від табличних даних зазначені хоча б у одному циліндрі, необхідно розточити всі циліндри. Допустиме відхилення від номінального значення не більше 0.05 мм. У продаж надходять поршні двох збільшених розмірів (на 0.5 мм та 1 мм). Для визначення розміру циліндра необхідно визначити діаметр поршня, який вимірюється по поясу, розташованому на 10 мм вище за нижню кромку спідниці поршня, до цього розміру необхідно додати величину 0.02...0.03 мм зазору між циліндром і поршнем. Крім того, треба врахувати припуск 0,05 мм на нерівномірність обробки по висоті циліндра. Визначити за результатами описаних вище вимірювань зазор між поршнем і циліндром. Якщо результат виміру перевищує 0.08 мм, циліндр необхідно розточувати, т.к. його розміри знаходяться на межі допустимого зношування.
Перевірка поршнів та шатунів
Оглянути всі деталі, за наявності вибоїн, подряпин або зношування деталі необхідно замінити.
Щупом виміряти зазори між кільцями поршневими і відповідними канавками поршня, як показано на рис. 66. Порівняти отримані результати з даними у таблицях. Збільшені зазори вказують на знос чи поршневого кільця чи поршня.

Мал. 66. Вимірювання зазору між поршневими кільцями та канавками в поршні. Канавки ретельно очистити.
Встановити кільце в нижньому поясі циліндра на відстані 20 мм від нижньої кромки і виміряти щупом зазор в замку поршневого кільця ("А" Мал. 67). Порівняти розмір із даними у таблицях.
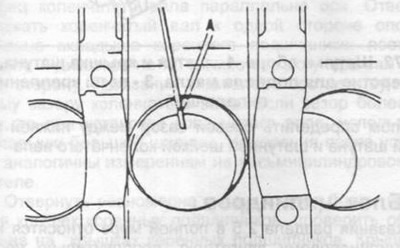
Мал. 67. Вимірювання зазору в замку поршневого кільця (А) у нижньому поясі циліндра.
При незначному зазорі (наприклад, при використанні нових кілець, які так само потрібно виміряти) його можна довести до необхідної величини обпилюванням торців замка. Для цього напилок затиснути в лещата і переміщати торці замка поверхнею напилка (див. рис. 68). При збільшеному зазорі кільце необхідно замінити.
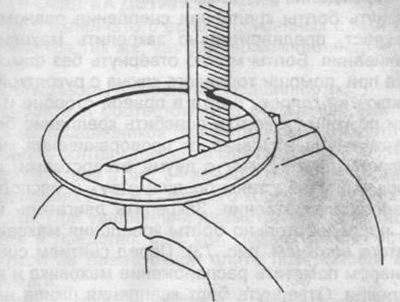
Мал. 68. Збільшення зазору у замку кільця.
Перевірити поршневі пальці та верхні головки шатунів на зношування та відсутність пошкоджень. Якщо бракується один із шатунів, його можна замінити окремо.
Шатун, у якого відбувся перегрів головки (наліт синього кольору), для подальшої експлуатації не придатний. Втулка верхньої голівки нового шатуна розгортається. При повторному використанні болтів кріплення кришки шатуна необхідно виміряти діаметр болта у вузькій частині штангенциркулем (див. рис. 29). Якщо розмір менший за 8.0 мм, то болт необхідно замінити, як описано нижче. Перед заміною потрібно виконати ще одну перевірку. Надіти кришку нижньої головки шатуна на болт кріплення і розгорнути по відношенню до шатуна на 180°, як показано на рис. 30. Шатун та кришку розташувати горизонтально. Якщо під дією власної ваги кришка знижується, болт потрібно замінити. Для заміни болтів необхідно виконати таке:
Випресувати з нижньої головки шатуна старі болти.
Поставити шатун роз'ємною поверхнею на сталеву плиту з великим отвором діаметра болта і запресувати по черзі нові болти кріплення.
За допомогою пристрою перевірити шатун на скручування та вигин.
Поставити кришку на шатун та затягнути гайки кріплення моментом 40...50 Нм. З цього положення гайки повернути ще на чверть оберту.
Встановити шатун у зборі в лещата і нутромір виміряти діаметр нижньої головки, як показано на рис. 31. Якщо розмір перевищує 51.62 мм або виявлено некруглість отвору, поверхню кришки шатуна можна притерти на розмічальній плиті, шар металу, що знімається, не повинен перевищувати 0.02 мм.
При пошкодженні або зміні розмірів втулки у верхній головці шатуна її можна випресувати і запресувати нову втулку. Втулка розгортається розміром 23.007...23.013 мм, що забезпечує необхідний зазор між пальцем і верхньою головкою шатуна.
Вимірювання зазорів у шатунних підшипниках
Ці роботи виконуються спільно з корінними підшипниками (розділ 3.6.2).