VN 2.069
1. Kľuková hala (A 646 031 07 01) následne nahradený (А646 031 04 01 +001 А108 991 00 67) Ako možnosť: (A 611 031 05 01 001 001 001)
1. Kľukový hriadeľ (A 611 031 05 01) následne nahradený (А646 031 04 01 +001 А108 991 00 67) Ako možnosť: (A646 031 07 01)
1. Kľukový hriadeľ (A 646 031 04 01)
2. Čap zotrvačníka
3. Segmentový kľúč
4. Blok ozubeného kolesa rozvodového kolesa
5. Remenica kľukového hriadeľa s tlmičom vibrácií
6. Priskrutkujte zaisťovaciu remenicu ku kľukovému hriadeľu
7. Podložka
8. Zotrvačník
9. Ozubené koleso zotrvačníka G40
10. Podložka (MF4)
11. Skrutka na upevnenie zotrvačníka M10x1x28,5
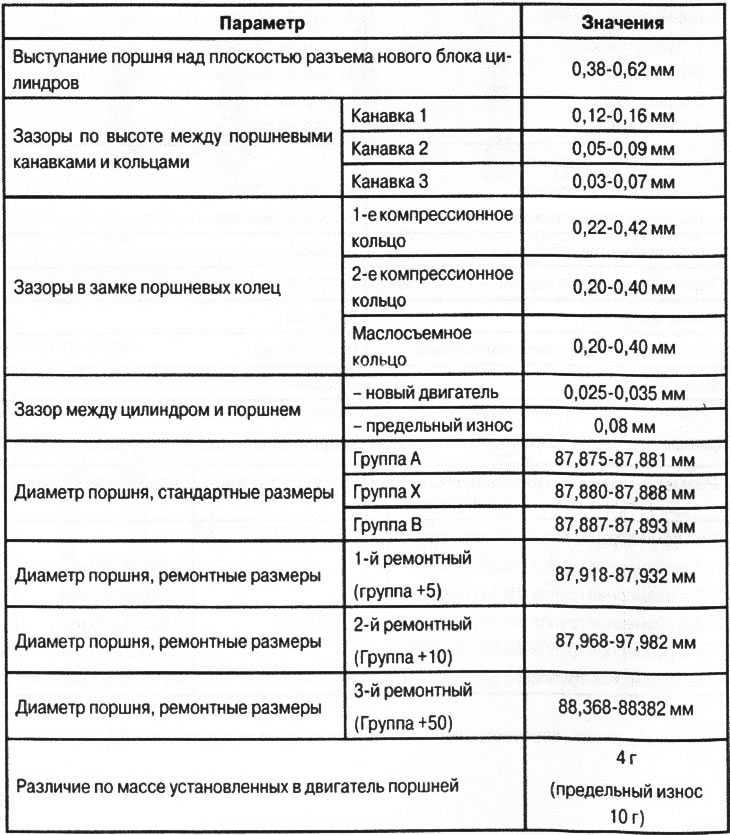
12. Panvice hlavného ložiska kľukového hriadeľa, sada, štandardná veľkosť 58,00 mm
13. Prítlačné puzdrá, sada 2,15 mm
14. Vyvažovací mechanizmus
15. Hnacie koleso balancera
Poznámka: Na obrázku je znázornený variant kľukového hriadeľa vybavený vyvažovacím hnacím prevodom a vyvažovacím mechanizmom, ktoré nie sú namontované na motoroch OM646 používaných pre popisované vozidlo. Tieto uzly sú zobrazené pre informáciu automechanikov.
Odporúčame venovať pozornosť množstvu úprav kľukového hriadeľa, o ktorých sú uvedené informácie pre lepšie pochopenie rôznorodosti konštrukcií rodiny motorov OM 646.
Kontrola stavu častí ShPG a KShM spočíva v vykonaní nasledujúcich prác.
- Kontrola stavu bloku valcov.
- Skontrolujte stav kľukového hriadeľa.
- Kontrola stavu ojníc.
Oprava ShPG a KShM spočíva v vykonaní nasledujúcich prác.
- oprava bloku valcov vrátane vyvŕtania vložiek valcov na opravný rozmer alebo výmena vložiek, opracovanie hornej roviny, výmena (Ak je to nevyhnutné) zátky chladiaceho plášťa, výmena zátok olejových kanálov (po vyčistení olejových kanálov).
- Oprava kľukového hriadeľa, ktorá spočíva v prebrúsení krčkov klzných ložísk na opravu rozmerov, vyčistení olejových kanálikov a lapačov nečistôt.
- Výber piestov na základe výsledkov opravy bloku valcov.
- Výber vložiek pre hlavné a ojničné ložiská na základe výsledkov kontroly a spracovania kľukového hriadeľa.
- Výmena horných puzdier ojníc podľa výsledkov kontroly ojníc.
Kontrola stavu bloku valcov
Kontrola stavu zrkadla valcov
Kontrola stavu bloku valcov spočíva v vykonaní nasledujúcich prác.
- Vizuálna kontrola stavu zrkadla valcov.
- Merania priemeru valcov.
- Vizuálna kontrola stavu hornej roviny konektora (s MKC).
- Meranie odchýlok od deliacich rovín s hlavou valcov, s olejovou vaňou a s rozdeľovačmi.
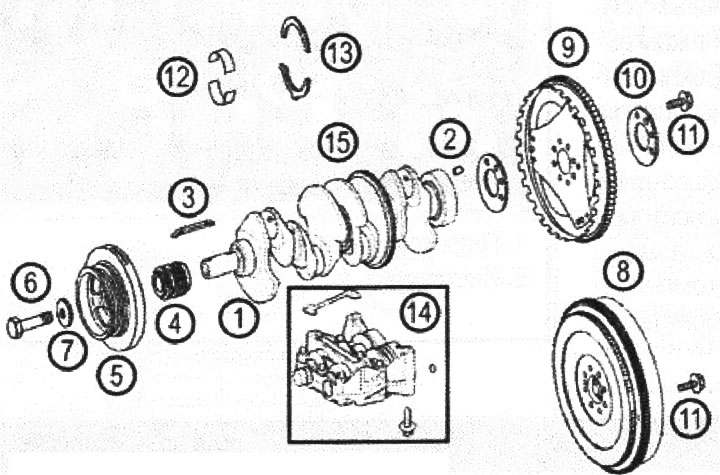
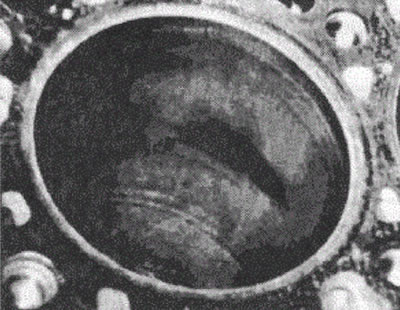
Vizuálna kontrola stavu zrkadla valcov
Lesklé oblasti, odreniny, jednotlivé lesklé oblasti, napríklad v strede valca alebo v oblasti skrutiek hlavy valcov. Blok valcov je pripravený na ďalšie použitie.
VN 2.070
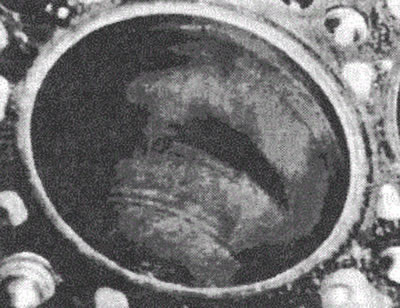
Viditeľné značky, značky trenia začínajúce v hornej úvrati horného piestneho krúžku a klesajúce nadol.
Nehmotné stopy suchého trenia vznikajúce zmytím olejového filmu palivom, napríklad pri častom štartovaní studeného motora v prevádzke vozidla na krátke vzdialenosti.
Takéto «vyhladené»» stopy trenia, ktoré sa vyskytujú na zrkadle valca, najmä v oblasti skrutiek na upevnenie hlavy valca a v oblasti bočného tlaku plášťa piestu, sú v medziach normálu rozsah.
Piestne krúžky nie sú poškodené.
Blok valcov je pripravený na ďalšie použitie.
VN 2.071
Viditeľné odtlačky v tvare krúžku na zrkadle valca v oblasti horných a dolných mŕtvych miest piestnych krúžkov nie sú známkou poruchy.
Blok valcov je pripravený na ďalšie použitie.
VN 2.072
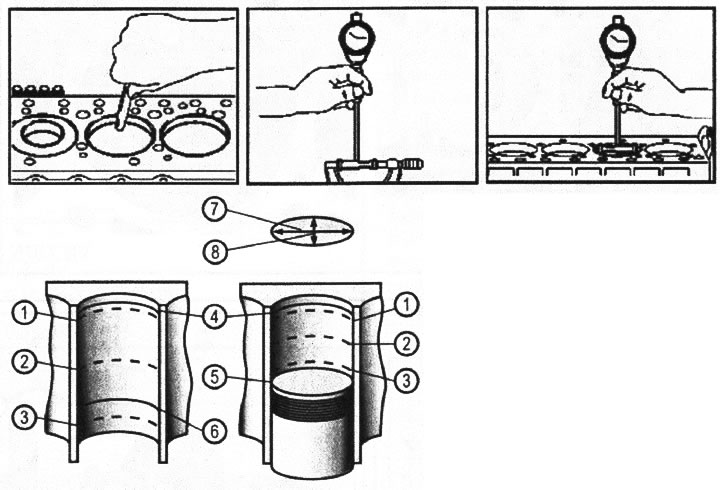
Meranie priemeru valca
VN 2.073
1. Merací bod priemeru valca
2. Merací bod priemeru valca
3. Merací bod priemeru valca
4. Horná úvrať horného kompresného krúžku
5. Dolná úvrať hornej hrany piesta
6. Spodná úvrať spodného odnímateľného krúžku
7 a 8. Vzájomne kolmé smery merania (pozdĺž a naprieč osi motora)
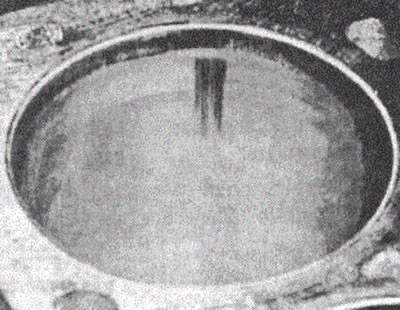
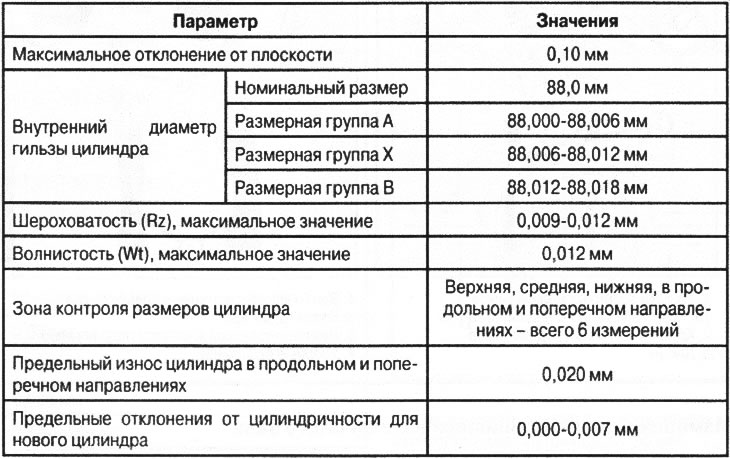
Riadiace parametre valcov
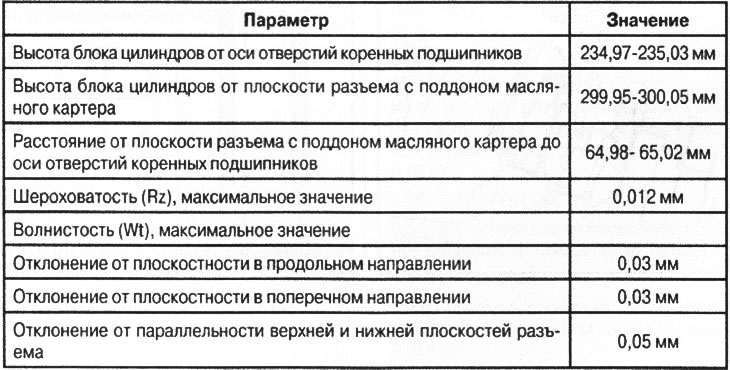
Riadiace parametre rovinných prvkov bloku valcov
Kontrola a spracovanie hornej roviny bloku valcov
VN 2.074
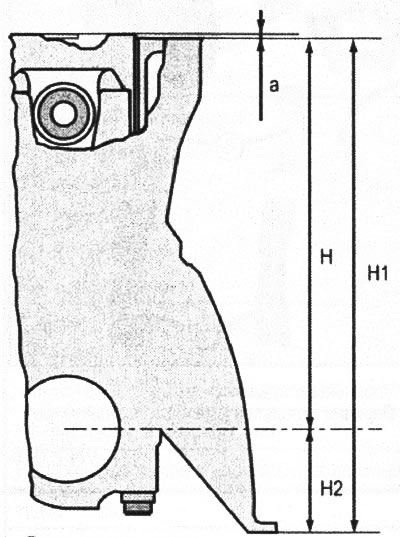
A. Piestový výstupok
H. Výška bloku valcov od osi otvorov hlavných ložísk
H1. Výška bloku valcov od deliacej roviny s olejovou vanou
H2. Vzdialenosť od roviny konektora s olejovou vaňou k osi otvorov hlavných ložísk
Výber piestov štandardnej veľkosti
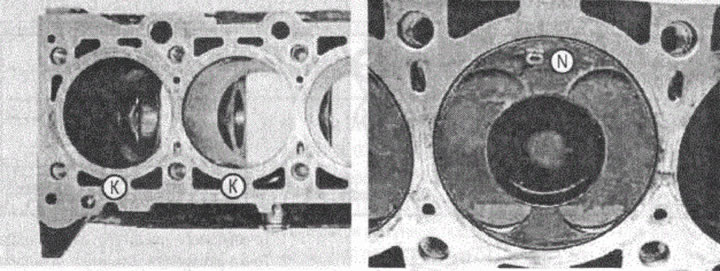
Pri výmene vložiek sú valce opracované na štandardnú veľkosť. Priemer valcov vyrobených vo výrobe zodpovedá trom triedam presnosti: A, B a X,
Štítok označujúci triedu presnosti tohto valca je umiestnený na mieste označenom na obrázku písmenom (TO).
Podobne ako valce motora sú aj piesty štandardnej veľkosti rozdelené do troch veľkostných skupín: A, B a X. Skupina veľkostí piesta je vyznačená na hlave piestu v bode (N) (pozri obrázok VN 2,075). Pri inštalácii nových dielov štandardnej veľkosti sa značky na pieste musia zhodovať so značkami na bloku valcov pre každý valec jednotlivo. Hodnoty riadiacich parametrov piestov sú uvedené v tabuľke.
Výber rozmerov na opravu piestu by sa mal vykonať na základe rozmerov zakúpených na opravu piestu.
Ďalej by sa odborník, ktorý valce vŕta, mal riadiť normalizovanými vôľami v páre valec-piest.
VN 2.075
Kontrola stavu kľukového hriadeľa
Kontrola stavu kľukového hriadeľa spočíva vo vizuálnej kontrole hriadeľa z hľadiska poškodenia a viditeľných známok opotrebenia, zmeraní priemeru každého čapu mikrometrom, zmeraní radiálneho hádzania čapov kľukového hriadeľa pomocou číselníka pri montáži krajných hlavných čapov kľukového hriadeľa. hriadeľ na meracích hranoloch.
VN 2.076
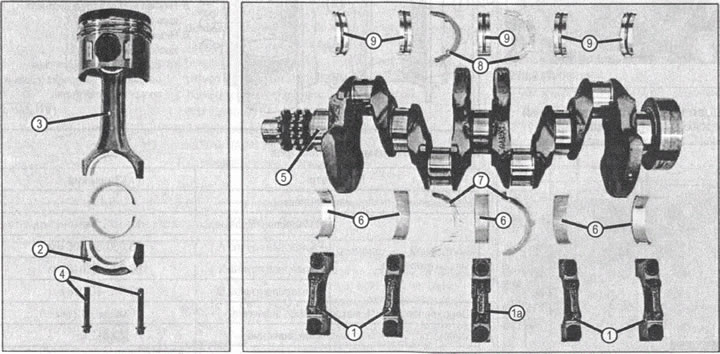
1. Čiapky hlavných ložísk
1a. č. 3 veko hlavného ložiska
2. Kryty ložísk ojnice
3. Spojovacia tyč
4. Skrutky viečka ojničného ložiska
5. Kľukový hriadeľ
6 Spodné panvy hlavného ložiska
7. Prítlačné puzdrá
8. Oporné puzdrá
9. Horné hlavné ložiskové panvy
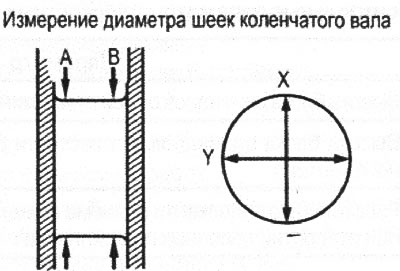
Meranie čapov ložísk kľukového hriadeľa
VN 2.077
VN 2.078

VN 2.079
Meranie sa vykonáva v bodoch (A) A (IN) ako je znázornené na obrázok VN 2.072, v dvoch na seba kolmých smeroch X a Y.
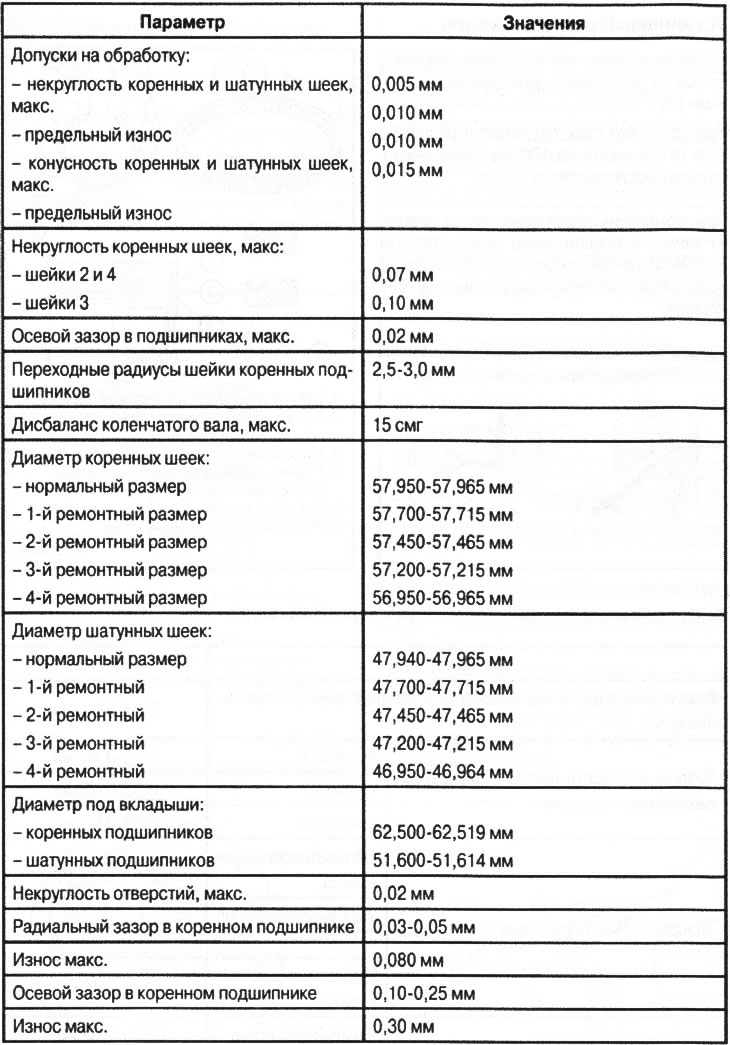
Kontrolné parametre kľukového hriadeľa
Údaje o výbere pre pánve hlavného ložiska kľukového hriadeľa
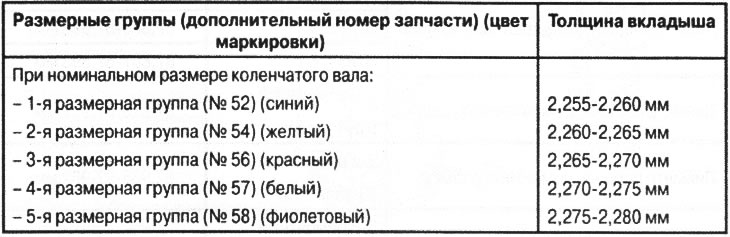
Opravné rozmery sú tvorené zhrubnutím každej vložky o 0,125 mm.
Výber vložiek hlavných ložísk
Výber vložiek je založený na výsledkoch presného merania priemerov čapov kľukového hriadeľa pomocou tabuľky údajov pre výber vložiek.
Okrem toho môžete použiť metódu stanovenia vypočítanej vôle v ložiskách kľukového hriadeľa na základe merania kľukového hriadeľa a otvorov hlavných ložísk s nainštalovanými vložkami.
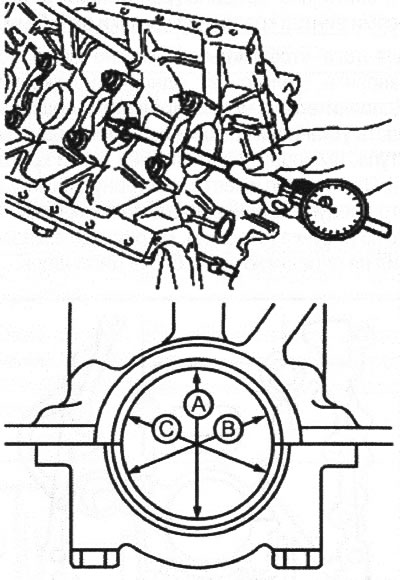
Za týmto účelom zmerajte priemer otvorov v sedlách pre vložky v smere (A) (napríklad 62,51 mm).
VN 2.080
Potom zmerajte priemer hlavných čapov kľukového hriadeľa (napríklad 57,95 mm).
Na základe meraní možno určiť hrúbku vložiek.
Napríklad:
62,51 mm (priemer otvoru hlavného ložiska) - 57,95 mm (priemer čapu hlavného ložiska) - 4,55 mm.
Od získaného výsledku odpočítame priemernú štandardnú hodnotu vôle v hlavnom ložisku (0,03 mm + 0,05 mm) 2 = 0,04 mm):
4,55-0,04 = 4,51 mm.
Výsledné číslo je dvojnásobkom hrúbky vložky, malo by sa vydeliť 2: 4,51: 2 = 2,255 mm.
Vypočítaná požadovaná hrúbka vložky v tomto príklade by teda bola 2,255 mm.
Potom by ste mali pomocou tabuľky vybrať vložku.
Napríklad pri hrúbke 2,255 mm by ste si mali vybrať vrchnú a spodnú vložku s modrou značkou, ktorá zodpovedá 1. veľkostnej skupine.
Poznámka: Táto metóda výberu ložiska je vhodná pre štandardnú veľkosť kľukového hriadeľa.
V prípade potreby opravte opotrebovaný kľukový hriadeľ. Mali by ste si vybrať veľkosť opravy a zakúpiť príslušné vložky. Potom - na základe meraní skutočného priemeru otvoru s nainštalovanými vložkami (z utiahnutých uzáverov hlavných ložísk) opracovať kľukový hriadeľ tak, aby hodnota skutočnej vôle v každom ložisku bola v medziach normy (0,03-0,05 mm).
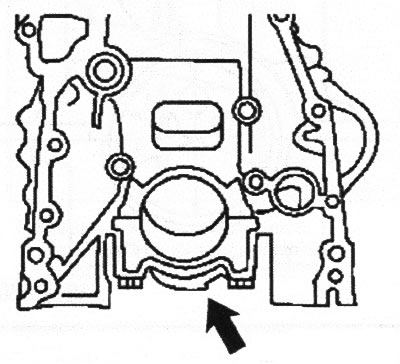
Inštalácia uzáverov hlavných ložísk
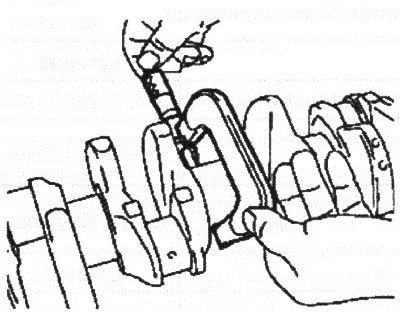
Os montážneho otvoru pre puzdro v hlavnom ložiskovom uzávere je odsadená od stredu vzdialenosti medzi osami upevňovacích skrutiek uzáveru o 0,5 mm, takže uzáver je možné namontovať len v jednej polohe. Okrem toho môžete skontrolovať správnu inštaláciu krytu podľa orientácie výstupku na spodnej strane krytu. Tento výčnelok má charakteristický tvar a mal by byť orientovaný tak, ako je znázornené na obrázku (šípka). Obrázok ukazuje pohľad na prednú časť bloku valcov.
VN 2.081
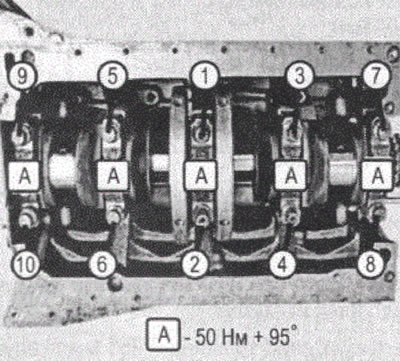
Dotiahnutie skrutiek upevnenia krytov hlavných ložísk kľukového hriadeľa
Schéma použitia uťahovacích síl skrutiek na upevnenie uzáverov hlavných ložísk: 50 Nm + 95°.
Postup uťahovania je znázornený na obrázok VN 2.082,
VN 2.082
Inštalácia piestov
Montáž piestnych krúžkov
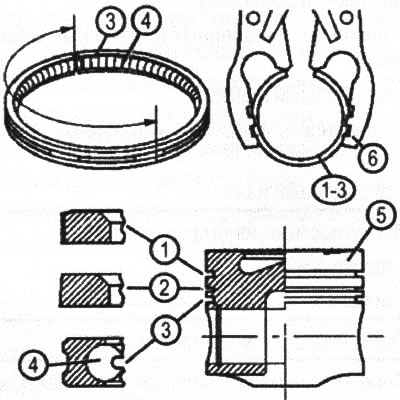
Spoje piestnych krúžkov musia byť umiestnené po obvode valca vo vzdialenosti 120°.
Pri inštalácii umiestnite spoj pružinového expandéra o 180°vzhľadom na konektor krúžku na stieranie oleja.
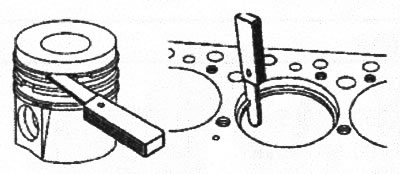
Pri inštalácii piestnych krúžkov zmerajte axiálnu vôľu medzi krúžkom a stenou drážky piesta a vôľu v zámku krúžku, keď je krúžok inštalovaný vo valci bez piestu.
VN 2.084
1 Prvý kompresný krúžok (plochý)
2. Druhý kompresný krúžok (s kužeľovým povrchom)
3. Krúžok na škrabku oleja (jednotný)
4. Špirála radiálneho expandéra pružiny
5. Piest
6. Nástroj na rozťahovanie krúžkov
VN 2.085
Kontrolné parametre pre piesty a piestne krúžky