
Sprężyny zaworów należy sprawdzać na specjalnym stojaku. W przypadku braku podstawki można sprawdzić sprężynę porównując ją z nową sprężyną. Aby to zrobić, sprężyny należy ustawić obok siebie, a między nimi umieścić cięgno z dwiema powierzchniami podparcia, jeśli sprężyny odkształcą się w ten sam sposób po ściśnięciu, to stara sprężyna nadaje się do dalszej pracy. Jeśli stara sprężyna jest krótsza niż nowa, jest to oznaką zużycia i należy ją wymienić.
Ułóż sprężyny w rzędzie na płaskiej powierzchni, na wierzch połóż metalowy kwadrat, maksymalna szczelina między górnymi końcami sprężyn a powierzchnią kwadratu nie powinna przekraczać 2 mm.
Jak już wspomniano, w tych silnikach instalowane są różne sprężyny. Wewnętrzne i zewnętrzne sprężyny zaworowe różnią się rozmiarem i właściwościami. Rozmiary sprężyn podano w odpowiednich tabelach. Niedozwolone jest instalowanie sprężyn o innych rozmiarach.
Podczas zmiany długości roboczej sprężyny (np. podczas obróbki gniazda zaworu) można go przywrócić, instalując nowe talerze sprężyste.
Prowadnice zaworów
- Oczyścić tuleje prowadzące benzyną. Oczyść wystające części tulei prowadzących szczotką drucianą zamocowaną w uchwycie wiertarki elektrycznej.
- Sprawdzić zużycie prowadnic zaworów za pomocą manometru, jak pokazano na rys. 24. Jeśli nieprzewodząca strona manometru pasuje do otworu prowadzącego, należy wymienić prowadnicę zaworu.

Rys. 24. Sprawdzenie prowadnicy zaworu za pomocą manometru.
Prowadnicę zaworu wyciska się za pomocą trzpienia zamontowanego z boku komory spalania. Istnieje możliwość zamontowania prowadnicy zaworu o rozmiarze nominalnym 1, którą wciska się trzpieniem w głowicę cylindrów, aż pierścień nastawczy oprze się o powierzchnię czołową głowicy. Możliwość zamontowania powiększonej prowadnicy zaworu (zaznaczony na czerwono), otwór jest następnie obrabiany ręcznym rozwiertakiem. Przed montażem zaleca się schłodzenie nowej tulei prowadzącej w suchym lodzie, a jeśli nie. następnie podgrzać głowicę cylindrów w gorącej wodzie do 80°C i włożyć prowadnicę zaworu. Przed wymianą prowadnicy zaworu sprawdź ogólny stan głowicy cylindrów. Po wciśnięciu tulei prowadzącej zaworu należy rozwiercić otwór do rozmiaru 9.000...9.015 mm.
Podczas wymiany prowadnicy zaworu należy zainstalować nowy zawór.
Uwaga: Po wymianie prowadnicy zaworu należy pogłębić gniazdo zaworu. Jeżeli obróbka gniazda zaworu nie jest już możliwa, nie należy wymieniać prowadnicy zaworu (patrz poniżej).
Gniazda zaworowe
Sprawdzić zużycie lub uszkodzenie powierzchni gniazda zaworu. Niewielkie zużycie jest eliminowane przez pogłębianie pod kątem 45°. Jeśli ta naprawa nie jest już możliwa, należy wymienić gniazdo zaworu.
Gniazda zaworów są wciskane w głowicę cylindrów, a ich wymiary są różne dla różnych typów silników. Aby usunąć stare pierścienie, są one wiercone i po zniszczeniu usuwane z gniazda w głowicy cylindrów. Następnie sprawdź rozmiar otworu "D1" (Rys. 25) i, jeśli to konieczne, przetworzone do następnego rozmiaru naprawy. Gniazdo zaworu o rozmiarze naprawy powinno zapewniać pasowanie z wciskiem 0,074... 0,1 mm. Średnice gniazd zaworów dla różnych typów silników są różne.
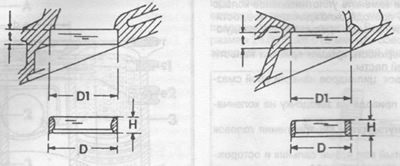
Rys. 25. Wymiary gniazda zaworu wlotowego i wylotowego.
Podgrzać głowicę cylindra w łaźni wodnej do 90°C i schłodzić gniazdo zaworu suchym lodem, a następnie wcisnąć gniazdo zaworu w głowicę cylindra za pomocą trzpienia. W przypadku braku niezbędnych warunków należy skontaktować się z warsztatem.
Po obróbce należy zmierzyć szerokość fazowania gniazda zaworu. Powinien wynosić 1,3... 2,0 mm dla zaworu wlotowego i 1,5... 2,0 mm dla wylotu. W razie potrzeby szerokość fazy roboczej jest doprowadzana do powyższych wymiarów przez pogłębianie od góry pogłębiaczem pod kątem 15°i od dołu pogłębiaczem pod kątem 60°. Następnie konieczne jest zeszlifowanie skosów roboczych gniazda zaworu i zaworu za pomocą pasty docierającej. Nałożyć pastę na fazę roboczą gniazda zaworu i zamontować zawór, przy pomocy przyssawki obrócić zawór w dwóch kierunkach, dociskając go do powierzchni gniazda. Po docieraniu oczyścić części z brudu i resztek pasty docierającej oraz sprawdzić sfazowania robocze gniazda zaworu i zaworu. Na obu częściach powinien być wyraźnie widoczny ciągły nieprzezroczysty pierścień odpowiadający szerokości skosu roboczego gniazda zaworu.
Za pomocą pręta ołowianego nałożyć pasek na fazę roboczą zaworu, następnie ostrożnie wsunąć zawór w tuleję prowadzącą i dociskając do gniazda zaworu obrócić zawór o 90°.
Zdjąć zawór z tulei prowadzącej i sprawdzić fazę roboczą gniazda zaworu, jeżeli ślady tłoczyska są równomiernie rozłożone na całej powierzchni fazy roboczej oznacza to, że szlif jest wykonany prawidłowo i głowica cylindra jest odpowiednia do dalszej eksploatacji. Jeśli występują luki, powtórz szlifowanie lub użyj zamiennej głowicy cylindrów.
Zawór
Niewielkie uszkodzenia powierzchni czołowej zaworu są naprawiane przez docieranie do gniazda zaworu, jak opisano powyżej.
Zmierzyć zawory pod kątem zgodności z wymiarami podanymi w tabelach. Jeśli wymiary nie są prawidłowe, należy wymienić zawór, zwracając uwagę na następujące kwestie:
Trzpień zaworu wydechowego jest wypełniony sodem. Dlatego podczas utylizacji należy przestrzegać pewnych zasad bezpieczeństwa. Ze względu na niebezpieczeństwo wybuchu zawory wypełnione sodem nie mogą być wysyłane do przetapiania lub obróbki (na przykład poncz) przed usunięciem sodu. Podczas usuwania sodu z zaworu należy wziąć pod uwagę, że sód bardzo aktywnie reaguje z wodą i roztworami wodnymi z uwolnieniem wodoru, co może doprowadzić do pożaru. Możesz zneutralizować sód w roztworze 2 litrów alkoholu i 1 litra wody w pojemniku umieszczonym na otwartej przestrzeni.
Przy zamówieniu proszę podać, że zawory są wymagane do pojazdów serii 116. Numer seryjny wybity jest na końcu trzpienia zaworu.
Głowica cylindra
Ostrożnie oczyść współpracujące powierzchnie głowicy cylindrów i bloku cylindrów i sprawdź, czy pęknięta powierzchnia głowicy cylindrów nie jest wypaczona. Aby to zrobić, umieść równoległość pomiarową na płaszczyźnie i zmierz wysokość szczeliny między równoległością a płaszczyzną głowy za pomocą sondy, zmierz ją w kierunku wzdłużnym, poprzecznym i ukośnym. Jeśli płaskość nie przekracza 0,08 mm, wówczas głowicę można zeszlifować na tabliczce znamionowej. Jeśli szczelina jest większa w kilku miejscach, należy wymienić głowicę cylindrów.
Pękniętą powierzchnię głowicy cylindrów można zeszlifować, jednak należy zachować pewien wymiar między rozłupaną powierzchnią a górną powierzchnią głowicy, dlatego tę pracę najlepiej wykonać w serwisie Mercedesa. Po wyszlifowaniu podzielonej powierzchni gniazda zaworów należy osadzić głębiej. Aby sprawdzić, czy zawór jest włożony do gniazda, mierzona jest odległość między końcami trzonków zaworu a powierzchnią podziału głowicy cylindrów. Wymagany rozmiar uzyskuje się poprzez pogłębienie skosu roboczego gniazda zaworu.
Wał rozrządczy
Wałek rozrządu umieszcza się skrajnymi podporami na pryzmie pomiarowej lub mocuje w środkach pomiarowych i za pomocą czujnika zegarowego sprawdza się bicie środkowych czopów łożysk, powoli obracając wałek rozrządu. Jeśli bicie przekracza 0,03 mm, wał jest odrzucany i należy go wymienić. Szyjki wsporcze można zeszlifować dwukrotnie. Informacje na temat tych prac można uzyskać na stacji paliw.