VN 2.069
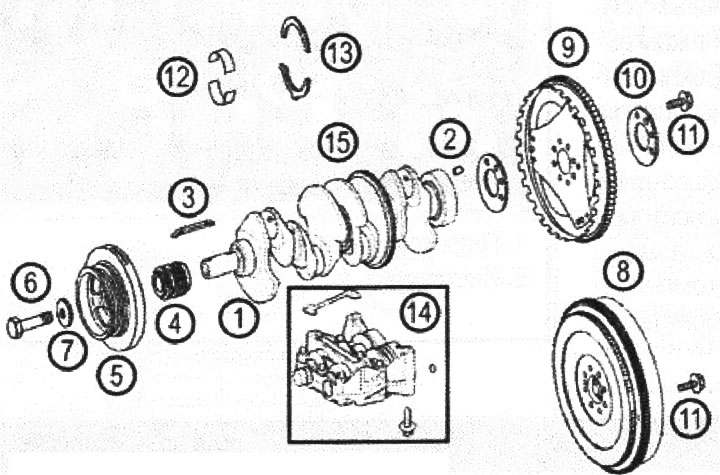
1. Koljenasta dvorana (A 646 031 07 01) naknadno zamijenjen sa (A646 031 04 01 +001 A108 991 00 67) Kao opcija: (A 611 031 05 01 001 001 001)
1. Radilica (A 611 031 05 01) naknadno zamijenjen sa (A646 031 04 01 +001 A108 991 00 67) Kao opcija: (A646 031 07 01)
1. Radilica (A 646 031 04 01)
2. Zatik zamašnjaka
3. Segmentni ključ
4. Blok razvodnog lančanika
5. Remenica radilice s prigušivačem vibracija
6. Vijke koji pričvršćuju remenicu na radilicu
7. Perilica
8. Zamašnjak
9. G40 prstenasti zupčanik zamašnjaka
10. Perilica (MF4)
11. Vijak za pričvršćivanje zamašnjaka M10x1x28.5
12. Ljuštice ležaja koljenastog vratila set standardne veličine 58,00 mm
13. Potisne čahure, set 2,15 mm
14. Mehanizam za uravnoteženje
15. Pogonski zupčanik balansera
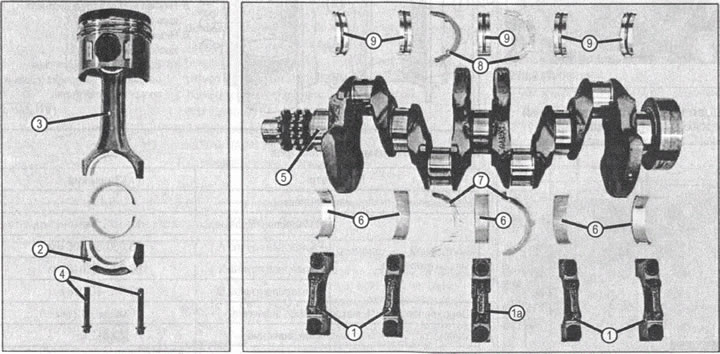
Napomena: slika prikazuje varijantu radilice opremljenu pogonskim zupčanikom za balansiranje i mehanizmom za balansiranje, koji nisu ugrađeni na motore OM646 koji se koriste za opisano vozilo. Ovi čvorovi su prikazani za informaciju automehaničarima.
Preporučujemo da obratite pozornost na broj modifikacija radilice, informacije o kojima su dane za bolje razumijevanje raznolikosti dizajna obitelji motora OM 646.
Provjera stanja dijelova ShPG i KShM sastoji se od sljedećeg rada.
- Provjera stanja bloka cilindra.
- Provjerite stanje koljenastog vratila.
- Provjera stanja klipnjača.
Popravak ShPG i KShM sastoji se od izvođenja sljedećih radova.
- Popravak bloka cilindra koji uključuje bušenje košuljica cilindra na popravnu veličinu ili zamjenu košuljica, strojnu obradu gornje ravnine, zamjenu (ako je potrebno) čepovi rashladnog plašta, zamjena čepova uljnih kanala (nakon čišćenja uljnih kanala).
- Popravak koljenastog vratila koji se sastoji u brušenju vratova kliznih ležajeva na popravne dimenzije, čišćenju uljnih kanala i hvatača prljavštine.
- Odabir klipova na temelju rezultata popravka bloka cilindra.
- Izbor košuljica glavnih i klipnjačnih ležajeva na temelju rezultata provjere i obrade koljenastog vratila.
- Zamjena gornjih čahura klipnjača prema rezultatima provjere klipnjača.
Provjera stanja bloka cilindra
Provjera stanja ogledala cilindara
Provjera stanja bloka cilindra sastoji se od sljedećeg rada.
- Vizualna provjera stanja ogledala cilindara.
- Mjerenja promjera cilindara.
- Vizualni pregled stanja gornje ravnine spojnice (s MCC-om).
- Mjerenje odstupanja od rastavnih ravnina s glavom cilindra, s karterom ulja i s razdjelnicima.
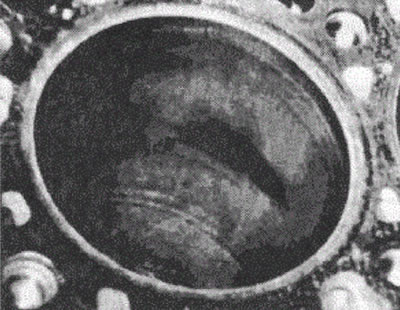
Vizualna provjera stanja ogledala cilindara
Sjajna područja, ogrebotine, pojedinačna sjajna područja, na primjer, u sredini cilindra ili u području vijaka glave cilindra. Blok cilindra je spreman za daljnju upotrebu.
VN 2.070
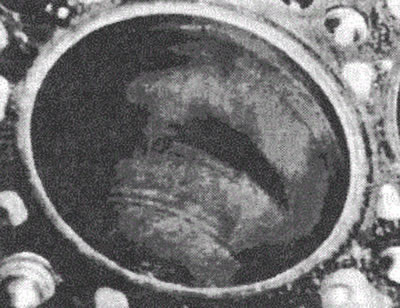
Vidljivi tragovi, tragovi trenja koji počinju u području gornje mrtve točke gornjeg klipnog prstena i spuštaju se prema dolje.
Nematerijalni tragovi suhog trenja koji su rezultat ispiranja uljnog filma gorivom, na primjer, tijekom čestih pokretanja hladnog motora u vožnji vozila na kratkim relacijama.
Takav «izglađen»» tragovi trenja koji se javljaju na zrcalu cilindra, uglavnom u području vijaka za pričvršćivanje glave cilindra i u području bočnog pritiska obloge klipa, unutar su normale domet.
Klipni prstenovi nisu oštećeni.
Blok cilindra je spreman za daljnju upotrebu.
VN 2.071
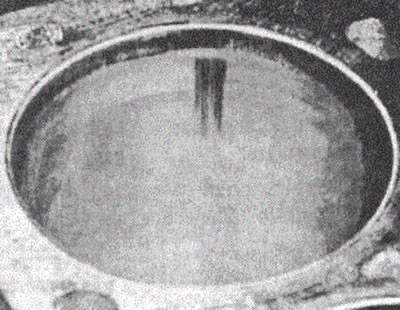
Vidljivi otisci u obliku prstena na zrcalu cilindra u području gornje i donje mrtve točke klipnih prstenova nisu znak kvara.
Blok cilindra je spreman za daljnju upotrebu.
VN 2.072
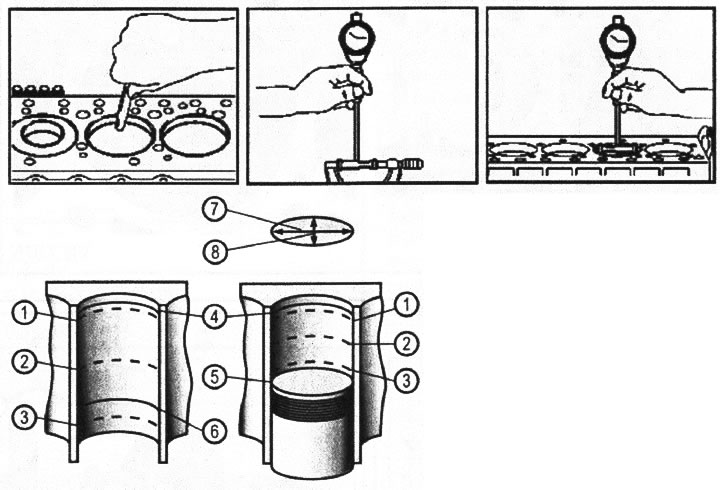
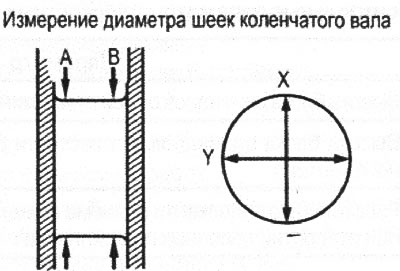
Mjerenje promjera cilindra
VN 2.073
1. Mjerna točka promjera cilindra
2. Mjerna točka promjera cilindra
3. Mjerna točka promjera cilindra
4. Gornja mrtva točka gornjeg kompresijskog prstena
5. Donja mrtva točka gornjeg ruba klipa
6. Donja mrtva točka nisko uklonjivog prstena
7 i 8. Međusobno okomiti pravci mjerenja (uzduž i poprijeko osi motora)
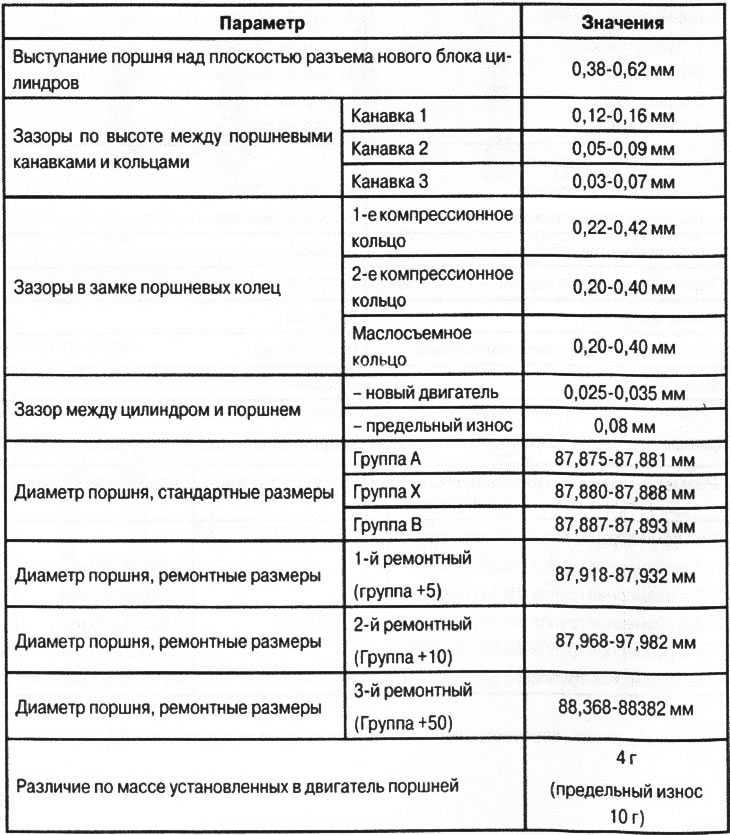
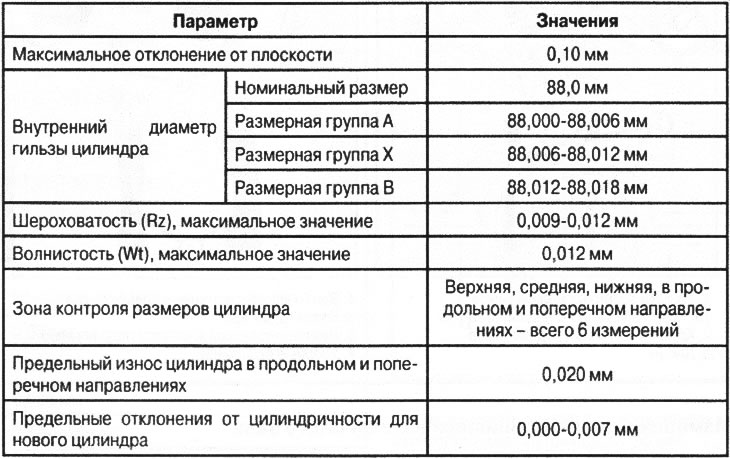
Kontrolni parametri cilindara
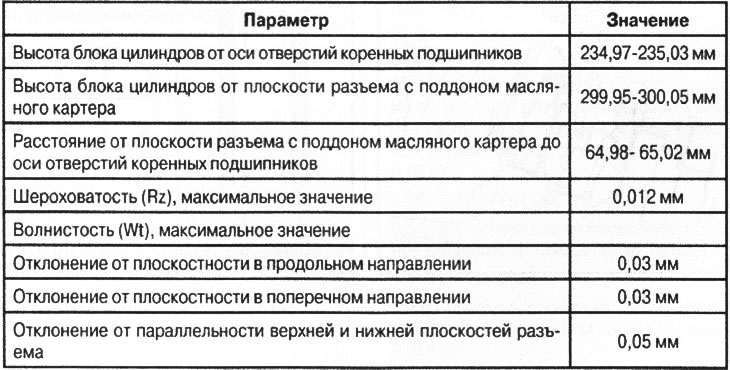
Kontrolni parametri planarnih elemenata bloka cilindra
Provjera i obrada gornje ravnine bloka cilindra
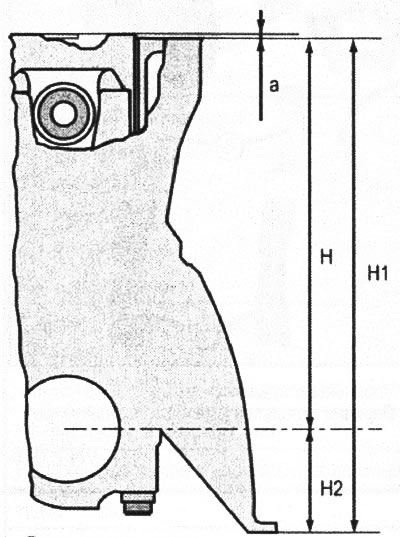
VN 2.074
A. Izbočina klipa
H. Visina bloka cilindra od osi rupa glavnih ležajeva
H1. Visina bloka cilindra od rastavne ravnine s koritom ulja
H2. Udaljenost od ravnine konektora s koritom ulja do osi rupa glavnih ležajeva
Izbor klipova standardne veličine
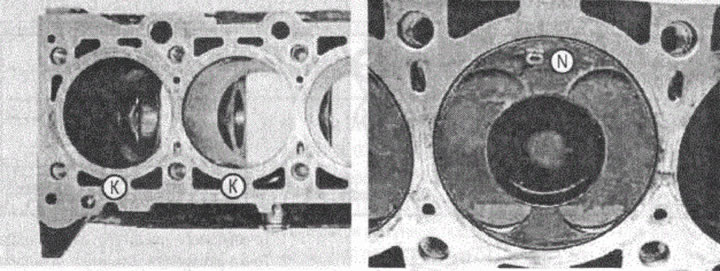
Prilikom zamjene košuljica, cilindri se obrađuju na standardnu veličinu. Promjer tvornički obrađenih cilindara odgovara trima razredima točnosti: A, B i X,
Oznaka koja označava klasu točnosti ovog cilindra nalazi se na mjestu označenom na slici slovom (DO).
Slično kao i cilindri motora, klipovi standardne veličine također se dijele u tri grupe veličina: A, B i X. Grupa veličine klipa označena je na glavi klipa na točki (N) (vidi sl. VN 2.075). Kod ugradnje novih dijelova standardne veličine, oznake na klipu moraju odgovarati oznakama na bloku cilindra za svaki cilindar pojedinačno. Vrijednosti kontrolnih parametara klipova prikazane su u tablici.
Odabir dimenzija za popravak klipa treba napraviti na temelju dimenzija kupljenih za popravak klipa.
Nadalje, stručnjak koji buši cilindre trebao bi se rukovoditi normaliziranim zazorima u paru cilindar-klip.
VN 2.075
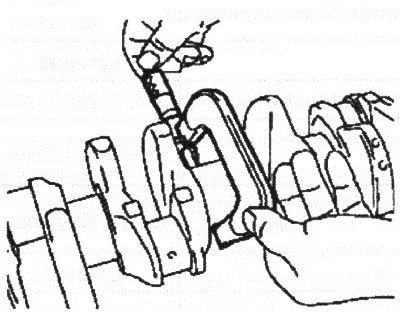
Provjera stanja koljenastog vratila
Provjera stanja koljenastog vratila sastoji se od vizualnog pregleda vratila radi oštećenja i vidljivih znakova istrošenosti, mjerenja promjera svakog rukavca s mikrometrom, mjerenja radijalnog odstupanja rukavaca radilice pomoću indikatora brojčanika prilikom ugradnje krajnjih glavnih rukavaca osovina na mjernim prizmama.
VN 2.076
1. Poklopci glavnih ležajeva
1a. Br. 3 glavni poklopac ležaja
2. Kapice ležaja klipnjače
3. Klipnjača
4. Vijci s poklopcem ležaja klipnjače
5. Radilica
6 Donje glavne ljuske ležaja
7. Potisne čahure
8. Potisne čahure
9. Gornje glavne ljuske ležaja
Mjerenje rukavaca ležaja koljenastog vratila
VN 2.077
VN 2.078

VN 2.079
Mjerenje se vrši u točkama (A) i (U) kao što je prikazano na sl. VN 2.072, u dva međusobno okomita pravca X i Y.
Kontrolni parametri koljenastog vratila
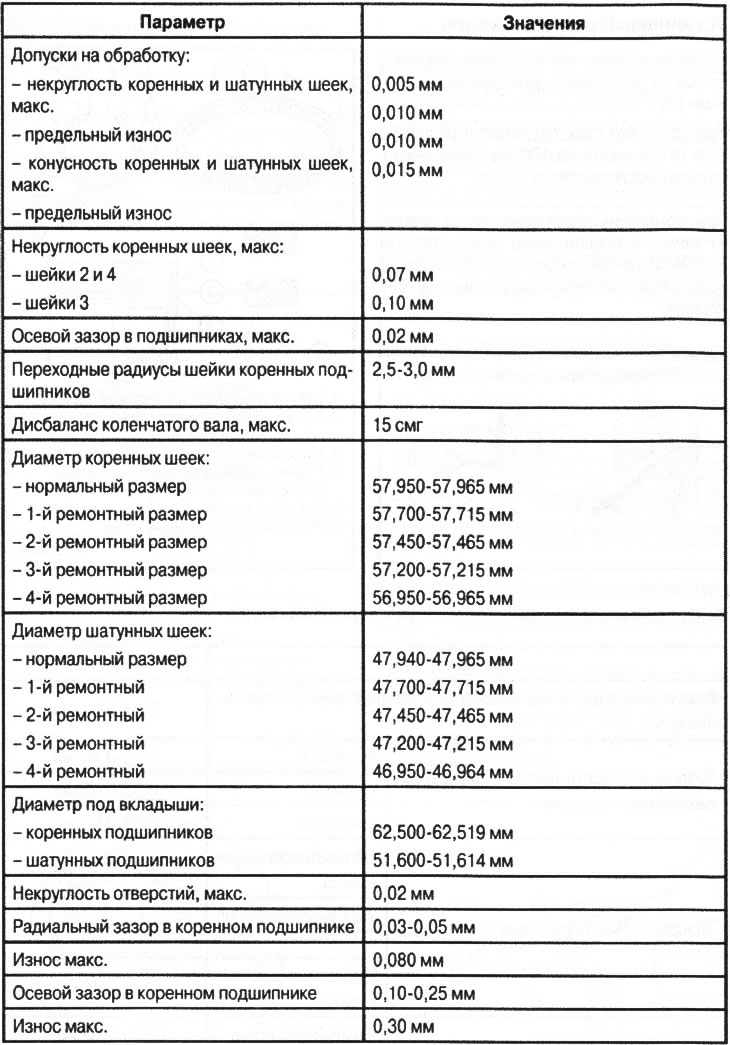
Podaci o odabiru ljuski glavnih ležajeva radilice
Reparaturne dimenzije se formiraju zadebljanjem svake košuljice za 0,125 mm.
Izbor košuljica glavnih ležajeva
Odabir košuljica temelji se na rezultatima točnog mjerenja promjera rukavaca koljenastog vratila pomoću tablice podataka za odabir košuljica.
Osim toga, možete koristiti metodu određivanja izračunatog zazora u ležajevima radilice na temelju mjerenja radilice i rupa glavnih ležajeva s ugrađenim košuljicama.
Da biste to učinili, izmjerite promjer rupa u sjedalima za obloge u smjeru (A) (npr. 62,51 mm).
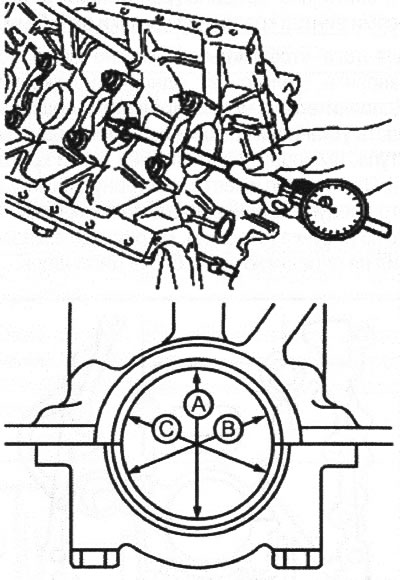
VN 2.080
Zatim izmjerite promjer glavnih rukavaca radilice (npr. 57,95 mm).
Na temelju mjerenja može se odrediti debljina košuljica.
Na primjer:
62,51 mm (promjer provrta glavnog ležaja) - 57,95 mm (promjer rukavca glavnog ležaja) - 4,55 mm.
Od dobivenog rezultata oduzimamo prosječnu standardnu vrijednost zazora u glavnom ležaju (0,03 mm + 0,05 mm): 2 = 0,04 mm):
4,55-0,04 = 4,51 mm.
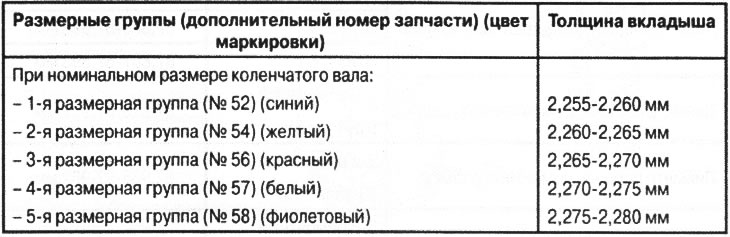
Dobiveni broj je dvostruko veći od debljine košuljice, treba ga podijeliti s 2: 4,51: 2 = 2,255 mm.
Stoga bi izračunata potrebna debljina košuljice u ovom primjeru bila 2,255 mm.
Nakon toga, koristeći tablicu, trebali biste odabrati umetak.
Na primjer, kod debljine od 2,255 mm trebate odabrati gornju i donju oblogu s plavom oznakom, što odgovara 1. skupini veličina.
Napomena: Ova metoda odabira ležaja prikladna je za standardnu veličinu radilice.
Ako je potrebno, popravite istrošenu radilicu. Trebali biste odabrati veličinu popravka i kupiti odgovarajuće obloge. Zatim - na temelju mjerenja stvarnog promjera rupe s ugrađenim oblogama (od zategnutih kapica glavnih ležajeva) obraditi koljenasto vratilo tako da vrijednost stvarne zračnosti u svakom ležaju bude unutar standardnih granica (0,03-0,05 mm).
Ugradnja kapica glavnih ležajeva
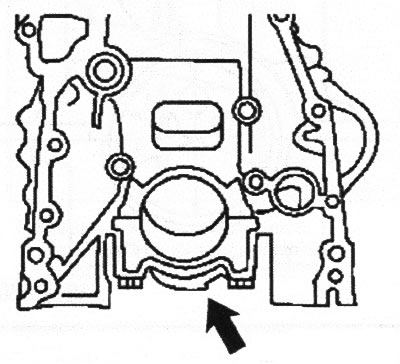
Os montažnog otvora za čahuru u kapici glavnog ležaja pomaknuta je od sredine razmaka između osi vijaka za pričvršćivanje kapice za 0,5 mm, tako da se kapica može postaviti samo u jednom položaju. Dodatno, možete provjeriti ispravnu ugradnju poklopca prema orijentaciji izbočine na dnu poklopca. Ova izbočina ima karakterističan oblik i trebala bi biti usmjerena kao što je prikazano na slici (strijela). Slika prikazuje pogled na prednji dio bloka cilindra.
VN 2.081
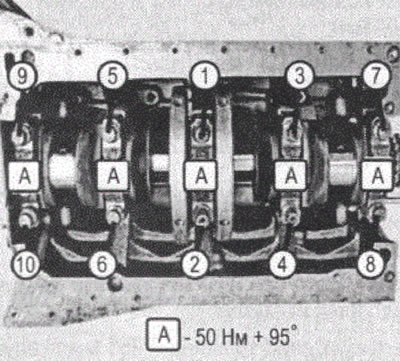
Zatezanje vijaka za pričvršćivanje poklopaca glavnih ležajeva koljenastog vratila
Shema primjene sila zatezanja vijaka za pričvršćivanje kapica glavnih ležajeva: 50 Nm + 95°.
Redoslijed zatezanja prikazan je na sl. VN 2.082,
VN 2.082
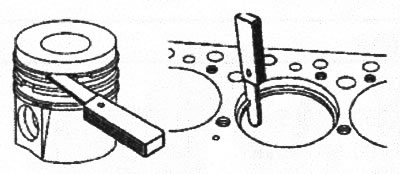
Ugradnja klipova
Ugradnja klipnih prstenova
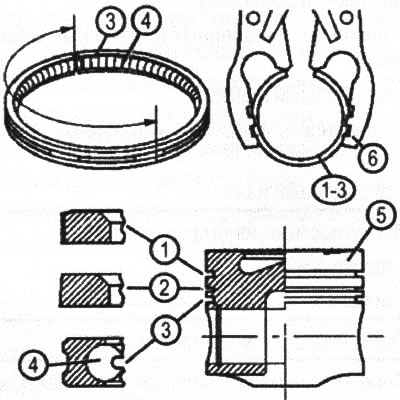
Spojevi klipnih prstenova moraju biti smješteni oko oboda cilindra na udaljenosti od 120°.
Prilikom ugradnje, postavite spoj opružnog ekspandera na 180°u odnosu na konektor prstena za struganje ulja.
Prilikom ugradnje klipnih prstenova izmjerite aksijalni zazor između prstena i stijenke utora klipa i zazor u bravi prstena kada je prsten ugrađen u cilindar bez klipa.
VN 2.084
1 Prvi kompresijski prsten (ravan)
2. Drugi kompresijski prsten (sa stožastom površinom)
3. Prsten za struganje ulja (jedinstveni)
4. Opružni radijalni ekspander spiralni
5. Klip
6. Alat za širenje prstenova
VN 2.085
Kontrolni parametri klipova i klipnih prstenova