
- carry out a thorough inspection of the crankshaft for wear and deformation, measure the journals of the main and connecting rod bearings. The crankshaft journals can be ground four times, so the crankshaft can be installed with liners of repair dimensions;
- clamp the crankshaft on a lathe (or put it on the prisms, substituted under the extreme journals of the main bearings) and check the runout on the middle main journal with a measuring indicator. The runout must not exceed 0.06 mm, otherwise the crankshaft must be replaced.
- The clearance in the main and connecting rod bearings must be measured in the following order:
- install the corresponding covers without inserts on the bearing seats of the cylinder block, lubricate the threaded parts of the mounting bolts and alternately tighten the bolts first with a force of 55 N·m, and then tighten them by 90–100°. The main bearing caps are made with some offset, so they can only be installed in one correct position;
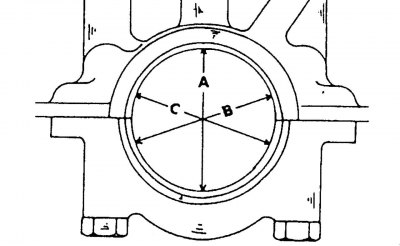
Pic. 77. Measuring the holes of the crankshaft bearings
- measure the diameter of each bearing in the direction of axes A, B, C, indicated in fig. 77, and record the results. If any of the measurement results exceeds the other, or a conical wear of the bearing hole is detected, then the cover of such a bearing can be brought with sandpaper within no more than 0.02 mm;
- remove the caps of all main bearings, install the liners, which must first be thoroughly cleaned, and then install the bearing caps with liners and tighten the bearing cap fixing bolts properly (see above);
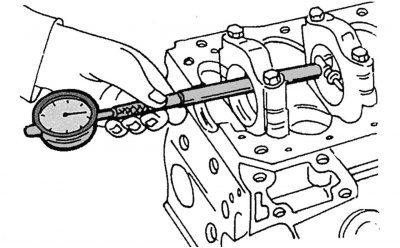
Pic. 78. Measurement of the inner diameter of the bearing shells using an inside gauge
- Measure the diameter of each bearing as shown in fig. 78, and record the measurement results;
- from the obtained values of the diameters of the bearings with the liners installed, the values \u200b\u200bof the diameters of the main journals of the crankshaft should be subtracted. The results obtained will mean working clearances, which should not be within 0.0310.073 mm for both the main and connecting rod bearings of the crankshaft. Limit wear is 0.080 mm. If necessary, these gaps can be adjusted by installing liners of various repair sizes. Mercedes-Benz offers crankshaft bearing shells in four repair sizes. The remaining works do not differ significantly from each other and are described above.
The following are recommendations for selecting main bearing shells.
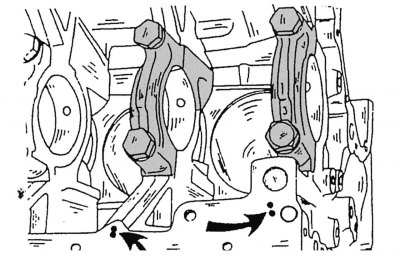
Pic. 79. Designation of the tolerances of the holes of the main bearings of the crankshaft (shown by arrows)
The crankshaft main bearing shells are selected and installed in accordance with the markings applied with a center punch next to the bearing seats in the cylinder block. The location of the marking is shown by arrows in fig. 79. The side edges of the liners are color-coded accordingly (see below). This marking must be observed, although it should be noted that only green or red markings are offered for repair.
The liners are installed in the main bearing caps, taking into account the diameter of the crankshaft main journals. For this reason, each shaft elbow is color coded (blue, green or red dot):
| Neck diameter, mm | Number of punched points | Color marking |
| 62,500–62,506 | 1 | blue |
| 62,506–62,513 | 2 | green |
| 62,513–62,519 | 3 | red |
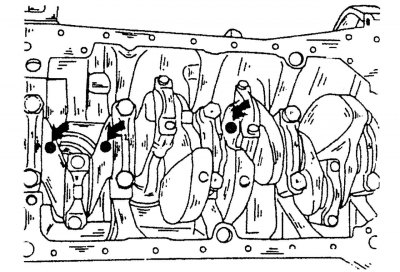
Pic. 80. Color coded on each shaft elbow
The location of the marking is indicated by arrows in fig. 80.