
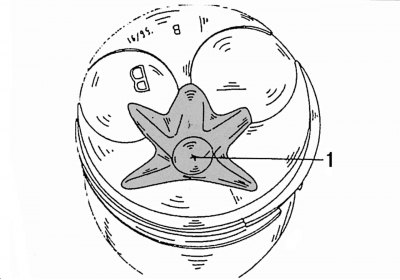
Мал. 47. Поршань з выкананай на ім камерай (1) згарання
Поршні выраблены са спецыяльнага алюмініевага сплаву. На кожным поршні выкананы зоркападобная камера згарання (мал. 47) і два круглыя паглыбленні для галовак клапанаў. Гарлавіна форкамеры выступае ў камеру згарання поршня. Дзве круглыя выемкі (гл. мал. 47) прызначаны для талерак клапанаў. З іх дапамогай выключаюцца ўдары поршня аб клапаны.
На кожным поршні ўстанаўліваюцца па тры кольцы. Верхнія два кольцы - компрессіонные, яны перашкаджаюць прарыву газаў ад згаральнага паліва ў картэр рухавіка. Ніжняе кольца - маслосъемное і прызначана для зняцця алею са сценак цыліндраў, каб выключыць яго трапленне ў зону гарэння паліва. Верхняе кольца мае прастакутнае перасек, сярэдняе кольца забяспечана ўнутранай фаскай, а маслосъемное кольца мае храмаваную вонкавую паверхню. Толькі ў такой паслядоўнасці ўсталёўкі поршневыя кольцы здольныя выконваць свае функцыі. Шатуны злучаюць поршні з каленчатым валам. Поршневай палец злучае поршань з шатуном.
Пасля зняцця вечкаў шатун падшыпнікаў і ўкладышаў поршні з шатунамі можна выштурхоўваць з блока цыліндраў уверх з дапамогай дзяржальні малатка. Перад выкананнем гэтых прац неабходна сапраўды выконваць наступныя ніжэй інструкцыі, датычныя маркіроўкі і мантажнага становішча дэталяў.
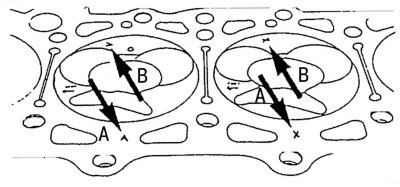
Мал. 48. Абазначэнні на дна поршняў (стрэлкі У) і блоку цыліндраў (стрэлкі А), якія паказваюць на памерныя групы дыяметраў поршняў
Поршні і цыліндры падпадзяляюцца на тры памерныя групы ў межах вызначаных допускаў і маюць літарныя пазначэнні А, Х і Ў. Гэтыя пазначэнні выбітыя на блоку цыліндраў, побач з гільзай цыліндру, як паказана стрэлкамі А на мал. 48. Памерная група поршняў павінна адпавядаць маркіроўцы, нанесенай побач з цыліндрамі.
Акрамя літарных абазначэнняў на днішчах поршняў выбіты таксама 7-я і 8-я лічбы нумара запаснай часткі. Апроч гэтага на кожны поршань нанесена стрэлка з надпісам «Vorn» («Перад») для ўказання мантажнага становішча поршняў.
Для рамонту пастаўляюцца поршні выключна з абазначэннем Х. Гэтыя поршні могуць выкарыстоўвацца на рухавіках з пазначэннямі цыліндраў А або У.
Калі ўзнікае неабходнасць у правядзенні хонінгавання цыліндраў, то яны павінны быць адшліфаваны да размернай групы поршняў Х з улікам загаданага працоўнага зазору.
Кожны поршань і яго шатун неабходна забяспечыць пазнакай нумара цыліндру, з якога яны былі дэмантаваны. Гэта лепш за ўсё прарабіць фарбай на днах поршняў, адначасова можна вырабіць і стрэлкі для ўказання мантажнага становішча поршняў, бо завадскія стрэлкі могуць быць не бачныя пад пластом нагара.
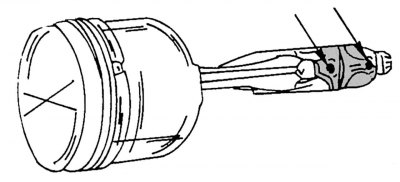
Мал. 49. Маркіроўка вечка шатуннага падшыпніка і шатуна
Пры дэмантажы поршня з шатуном неабходна абавязкова пазначыць мантажнае становішча вечка шатун падшыпніка, а пасля зняцця поршня з шатуном - адразу ж вырабіць маркіроўку з пазначэннем нумара цыліндру. Гэта можна выканаць кернерам (адна пазнака кернера - першы цыліндр, дзве пазнакі - другі цыліндр і г.д.), Як паказана на мал. 49.
Укладышы падшыпнікаў варта маркіраваць з указаннем шатуна і вечкі шатун падшыпніка. Верхнія ўкладышы маюць адтуліны для змазкі поршневага пальца.
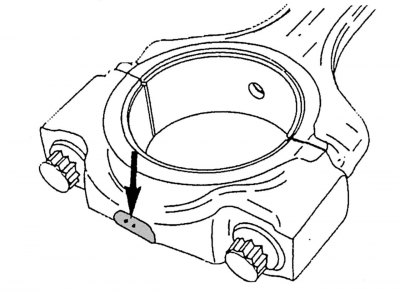
Мал. 50. Маркіроўка ў ніжняй частцы бадзягаў
Шатунныя ўкладышы могуць мець розныя дыяметры. З ніжняга боку вечкаў шатун падшыпнікаў кернер нанесена маркіроўка - адна або дзве пазнакі (мал. 50). Пры наяўнасці адной пазнакі варта ўсталёўваць укладышы з блакітнай маркіроўкай, нанесенай з бакавіцы ўкладыша. Пры наяўнасці двух пазнак, як паказана на малюнку, варта ўсталёўваць укладышы без каляровай маркіроўкі.
Шыйкі каленчатага вала могуць падвяргацца чатырохразовай шліфоўцы. Адпаведна павінны ўсталёўвацца належныя ўкладышы падшыпнікаў, якія выпускаюць рамонтных памераў, якія адрозніваюцца на 0,25 мм.
Зняць вечкі падшыпнікаў і ўкладышы, выштурхнуць з цыліндраў поршні з шатунамі. Пры неабходнасці выдаліце з дапамогай шабера паясок нагару, які ўтварыўся ў верхняй частцы цыліндраў.
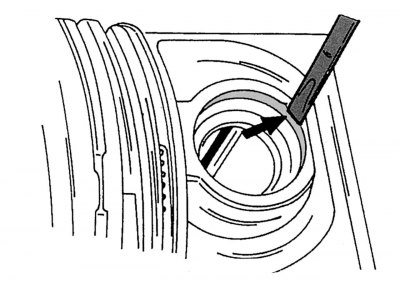
Мал. 51. Зняцце стопорнага кольца поршневага пальца
Пасля зняцця стопарных кольцаў выштурхнуць поршневай палец. Надрэзы ў бабышках поршня дазваляюць скарыстацца адвёрткай (джала адвёрткі неабходна ўстаўляць побач са стыкам стопорного кольцы) альбо тонкім бародкам для зняцця стопорных кольцаў поршневага пальца (мал. 51). Выпрасоўку поршневага пальца праводзіць прыдатнай апраўкай.
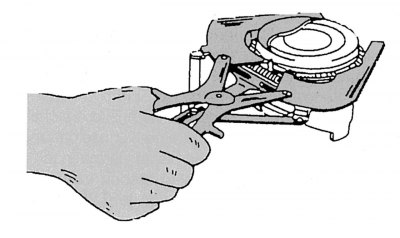
Мал. 52. Зняцце-ўстаноўка поршневых кольцаў
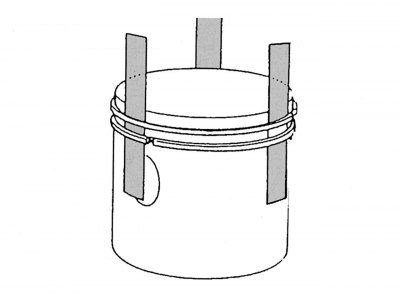
Мал. 53. Выкарыстанне металічных пласцін для зняцця-ўстаноўкі поршневых кольцаў
Зняць па чарзе поршневыя кольцы з выкарыстаннем спецыяльных шчыпцоў, як паказана на мал. 52. Калі поршневыя кольцы падлягаюць паўторнаму выкарыстанню, то іх варта якая адпавядае выявай прамаркіраваць. Калі ў вас няма шчыпцоў для зняцця поршневых кольцаў, то можна скарыстацца металічнымі пласцінамі, устаўленымі пад поршневыя кольцы з процілеглых бакоў, як паказана на мал. 53. Адна з пласцін абавязкова павінна быць устаўлена пад поршневае кольца ў зоне замка, каб не падрапаць поршань. На мал. 54 паказаны дэталі пасля разборкі поршня з шатуном.
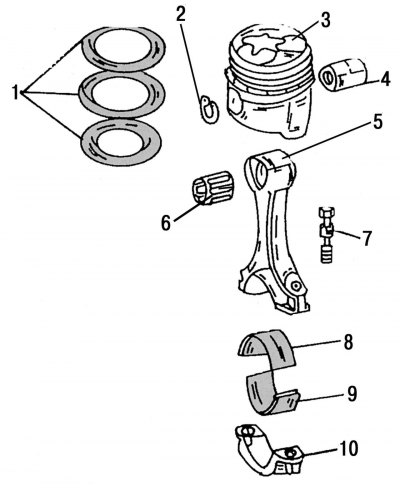
Мал. 54. Поршань і шатун пасля разборкі: 1 - поршневыя кольцы; 2 - стопорные кольцы поршневага пальца; 3 - поршань; 4 - поршневай палец; 5 - шатун; 6 - падшыпнікавая ўтулка ў верхняй галоўцы шатуна; 7 - балты мацавання вечка шатун падшыпніка; 8 - верхні ўкладыш шатун падшыпніка; 9 - ніжні ўкладыш шатун падшыпніка; 10 - вечка шатун падшыпніка