
Ушчыльняльныя кольцы пасля разборкі павінны быць заменены на новыя.
Не ўжываць поршні і цыліндры з зношанымі, пашкоджанымі ці акісленымі працоўнымі паверхнямі. Усталёўваць толькі новыя цыліндры ў зборы.
Ужываць толькі загаданую тармазную вадкасць, недапушчальна выкарыстоўваць тармазную вадкасць з вялікім тэрмінам яе выраба.
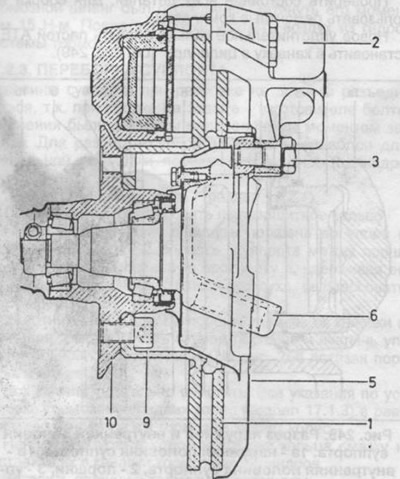
Мал. 247. Разрэз тармазной кружэлкі, поршняў і суппорта.
1 - тармазная кружэлка,
2 - суппорт,
3 - ніт мацавання,
5 - ахоўны кажух,
6 - паваротная цапфа,
9 - ніт з унутраным шестигранником,
10 - ступица пярэдняга кола.
Поршні і ўшчыльняльныя кольцы (абшэўкі) змазваць або чыстай тармазной вадкасцю або змазкай для тармазоў. Найбольш прыдатная змазка, рэкамендаваная прадпрыемствам - вытворцам тармазной апаратуры.
Паловы суппорта пры разборцы не павінны раз'ядноўвацца, т.я. пры зборцы на заводзе-вытворцу балты мацавання былі зацягнуты вызначаным момантам зацяжкі.
Зняць тармазныя калодкі, як апісана вышэй.
Пры дапамозе адвёрткі зняць пылаахоўнае кольца.
Пры дапамозе шчыпцоў утрымліваць поршань у суппарце і з дапамогай сціснутага паветра выпрасаваць процілеглы поршань (гл. мал. 248).
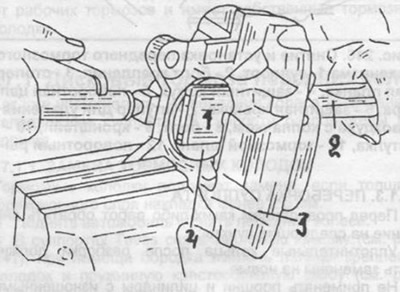
Мал. 248. Зняцце поршняў з суппорт.
1 - гумавая накладка на шлицах,
2 - шлицы,
3 - суппорт,
4 - поршні.
Ушчыльняльнае кольца поршня выняць з канаўкі ў цыліндры. Выпрасаваць другі поршань.
Праверыць стан усіх дэталяў. Для зборкі выкарыстоўваць рамонтныя камплекты.
Новае ўшчыльняльнае кольца вышмараваць пастай АТА і ўсталяваць у канаўку ў цыліндры (гл. мал. 249).
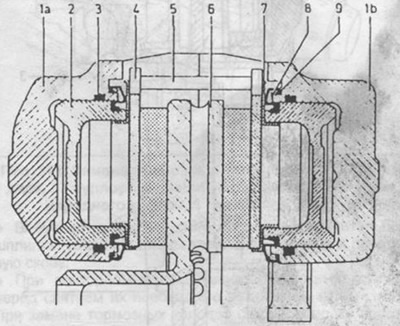
Мал. 249. Разрэз вонкавай і ўнутранай палоў суппорта.
1а - вонкавая палова суппорта,
1в - унутраная палова суппорта,
2 - поршні,
3 - ушчыльняльнае кольца поршня,
4 - тармазная калодка,
5 - палец мацавання тармазных калодак,
6 - тармазная кружэлка,
7 - цеплаізалюючы экран,
8 - заціскное кольца,
9 - пылаахоўнае кольца.
Уставіць у цыліндры поршні.
Праверыць пры дапамозе шаблону становішча поршня ў суппарце, як паказана на мал. 250. Пры неабходнасці павярнуць поршань.
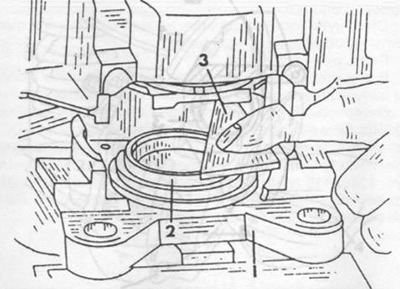
Мал. 250. Шаблон для праверкі становішча поршня.
1 - суппорт,
2 - поршань,
3 - шаблон.
Пылаахоўны каўпак апрануць на кант суппорта і пры дапамозе ручнога прэса напрессовать з высілкам 300 Н на суппорт.
Цеплаізалюючы экран усталяваць на поршань так, каб выраз экрана сумясціўся з выступам поршня.
Пры дапамозе прынады 000 589 496 300, усталяванага ў суппорт, запрасаваць цеплаізаляцыйны экран у поршань. Выступ поршня не менш за на 0.1 мм павінен узвышацца над паверхняй экрана. Экраны для вонкавага і ўнутранага поршняў розныя.
Паставіць тармазныя калодкі, як апісана ў адпаведным раздзеле.