
Для этого очищенные отверстия цилиндров измеряются прибором для внутренних измерений в трех местах - а именно в направлении оси поршневого пальца (направление а), а затем перпендикулярно ему (направление в). При неснятых поршнях третье место измерения находится чуть выше нижней мертвой точки поршня. Если отверстия цилиндров растачиваются, то предельный припуск для хонингования не должен превышать 0,05 мм.
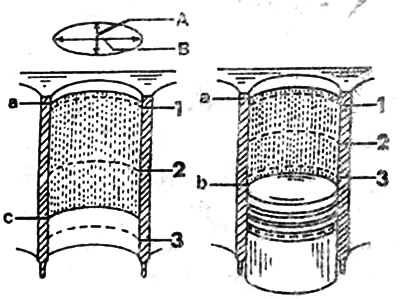
1, 2, 3. Пояса обмеров. a. ВМТ поршня. b. НМТ поршня. c. Нижнее положение юбки поршня.
У двигателей V8 для измерений отверстий цилиндров должен использоваться прибор с фиксацией на месте измерения, т.к. в противном случае могут быть повреждены поверхности цилиндров. Поверхности цилиндров 8-цилиндровых двигателей электролитически обрабатываются после расточки и хонингования. С помощью этого алюминий так далеко "отводится", что поршневые кольца и хромированные или покрытые железом поршни из легкого металла контактируют исключительно с кристаллами силицида, размерами от 0,02 до 0,05 мм, которые обеспечивают стойкую к износу поверхность цилиндра. Эти кристаллы силицида образуются после процесса электролиза. Если эта операция не проведена, то результатом будет большой износ поршней. Так как эта операция может проводиться только в специализированных мастерских, то не будем здесь описывать ее детали.