
Пружины клапанов должны проверяться на специальном стенде. При отсутствии стенда можно проверить пружину путем сравнения с новой пружиной. Для этого пружины нужно расположить рядом и между ними поставить стяжную шпильку с двумя опорными поверхностями, если при сжатии пружины будут деформироваться одинаково, то старая пружина пригодна к дальнейшей эксплуатации. Если старая пружина короче новой, то это признак ее усталости, и она должна быть заменена.
Расположить пружины в ряд на ровной поверхности, сверху положить металлический угольник, максимальный зазор между верхними торцами пружин и поверхностью угольника не должен превышать 2 мм.
Как уже упоминалось, на эти двигатели установлены различные пружины. Внутренние и внешние пружины клапанов отличаются размерами и характеристиками. Размеры пружин приведены в соответствующих таблицах. Не допустима установка пружин других размеров.
При изменении рабочей длины пружины (например при обработке седла клапана) возможно ее восстановление путем установки новых тарелок пружин.
Направляющие втулки клапанов
- Очистить направляющие втулки бензином. Выступающие части направляющих втулок очистить с помощью проволочной щетки, зажатой в патрон электродрели.
- Проверить износ направляющих втулок клапанов при помощи калибра, как это показано на рис. 24. Если непроходная сторона калибра входит в отверстие направляющей втулки, направляющую втулки клапана нужно заменить.

Рис. 24. Проверка направляющей втулки клапана при помощи контрольного калибра.
Направляющая втулка клапана выпрессовывается при помощи оправки, установленной со стороны камеры сгорания. Возможна установка направляющей втулки клапана номинального размера 1, которая при помощи оправки запрессовывается в головку цилиндров до упора установочного кольца в торцевую поверхность головки. Возможна установка направляющей втулки клапана ремонтного размера (помечена красным цветом), отверстие затем обрабатывается ручной разверткой. Перед установкой новую направляющую втулку рекомендуется охладить в сухом льду, а если его нет. то нагреть головку цилиндров в горячей воде до 80°С и вставить направляющую втулку клапана. Прежде чем заменять направляющую втулку клапана проверьте общее состояние головки цилиндров. После запрессовки направляющей втулки клапана отверстие должно быть развернуто до размера 9.000...9.015 мм.
При замене направляющей втулки клапана необходима установка нового клапана.
Внимание: После замены направляющей втулки клапана необходимо зенкование седла клапана. Если обработка седла клапана больше невозможна, направляющую втулку клапана не менять (см. ниже).
Седла клапанов
Проверить износ или повреждение рабочих поверхностей седел клапанов. Незначительный износ устраняется зенкованием под углом 45°. Если такой ремонт уже не возможен, седло клапана нужно заменить.
Седла клапанов запрессованы в головку цилиндров и их размеры различны для разных типов двигателей. Для снятия старых колец их высверливают и после разрушения вынимают из гнезда в головке цилиндров. Затем проверяют размер отверстия "Д1" (рис. 25) и, при необходимости, обрабатывают до следующего ремонтного размера. Седло клапана ремонтного размера должно обеспечивать натяг 0.074...0.1 мм. Посадочные диаметры седел клапанов для различных типов двигателей различны.
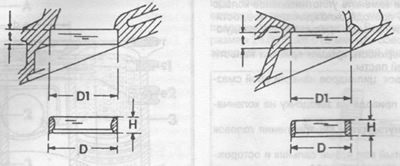
Рис. 25. Размеры впускного и выпускного седел клапанов.
Головку цилиндров нагреть в водяной ванне до 90°С, а седло клапана охладить сухим льдом, затем при помощи оправки запрессовать седло клапана в головку цилиндров. При отсутствии необходимых условий нужно обратиться в ремонтную мастерскую.
После обработки измерить ширину рабочей фаски седла клапана. Она должна составить 1.3...2.0 мм для впускного клапана и 1.5...2.0 мм для выпускного. При необходимости, ширина рабочей фаски доводится до вышеуказанных размеров зенкованием сверху зенковкой под углом 15° и снизу зенковкой под углом 60°. Затем необходимо притереть рабочие фаски седла клапана и клапана с использованием притирочной пасты. Пасту нанести на рабочую фаску седла клапана и установить клапан, с помощью присоски вращать клапан в двух направлениях, прижимая к поверхности седла. После притирки очистить детали от грязи и остатков притирочной пасты и проверить рабочие фаски седла клапана и клапана. На обеих деталях должно хорошо просматриваться непрерывное матовое кольцо, соответствующее ширине рабочей фаски седла клапана.
Свинцовым стержнем нанести на рабочую фаску клапана полосу, затем осторожно вставить клапан в направляющую втулку и, прижав к седлу клапана, повернуть клапан на 90°.
Вынуть клапан из направляющей втулки и проверить рабочую фаску седла клапана, если следы от свинцового стержня равномерно располагаются по всей поверхности рабочей фаски, то это значит, что притирка выполнена правильно и головка цилиндров пригодна к дальнейшей эксплуатации. При наличии разрывов притирку повторить или использовать подменную головку цилиндров.
Клапана
Мелкие повреждения рабочей фаски клапана устраняются притиркой с седлом клапана, как описано выше.
Провести обмер клапанов на соответствие размерам, приведенным в таблицах. При несоответствии размеров клапана необходимо заменить, обратив внимание на следующее:
Стержень выпускного клапана заполнен натрием. Поэтому при утилизации необходимо соблюдать определенные правила безопасности. Из-за опасности взрыва нельзя отправлять заполненные натрием клапана в переплавку или обрабатывать инструментом (например, пробойником) до удаления натрия. При удалении натрия из клапана нужно учитывать, что натрий очень активно реагирует с водой и водосодержащими растворами с выделением водорода, что может привести к возникновению пожара. Нейтрализовать натрий можно в растворе из 2 л спирта и 1 л воды в емкости, находящей на открытой площадке.
При заказе нужно указывать, что клапана необходимы для автомобилей серии 116. Номер серии нанесен на конце стержня клапана.
Головка цилиндров
Привалочные плоскости головки цилиндров и блока цилиндров тщательно очистить и проверить отсутствие коробления разъемной поверхности головки цилиндров. Для этого на плоскость поставить измерительную параллель и щупом измерить высоту щели между параллелью и плоскостью головки, измерение провести в продольном, поперечном направлениях и по диагонали. Если неплоскостность не превышает 0.08 мм, то головку можно притереть на разметочной плите. Если щель в нескольких местах больше, то головку цилиндров нужно заменить.
Разъемная поверхность головки цилиндров может быть прошлифована, однако, должен быть выдержан определенный размер между разъемной поверхностью и верхней поверхностью головки, поэтому эту работу желательно выполнить на сервисной станции Мерседес. После шлифовки разъемной поверхности нужно глубже посадить седла клапанов. Для проверки клапана вставляют в седла и измеряют расстояние между концами стержней клапанов и разъемной поверхностью головки цилиндров. Необходимый размер достигается зенкованием рабочей фаски седла клапана.
Распределительный вал
Распределительный вал крайними опорами располагают на измерительной призме или закрепляют в измерительных центрах и с помощью индикатора часового типа проверяют биение средних опорных шеек, медленно вращая распределительный вал. Если биение превышает 0.03 мм, то вал бракуется и его нужно заменить. Опорные шейки можно дважды шлифовать. Информацию об этой работе можно получить на сервисной станции.